Нагрев металла
Нагрев металла осуществляют
главным образом либо подводом тепла извне
в нагревательных печах
или термических печах,
либо путём генерации тепла непосредственно
в металле при пропускании через него
электрического тока или возбуждения
в нём тока индукцией (см. Индукционный нагрев).
При нагреве в печах тепло поступает на
поверхность металла, а затем распространяется
внутрь. При пропускании электрического
тока через металл тепло выделяется во
всём его объёме, в результате чего нагрев
можно вести с высокой скоростью. Этот
метод контактного нагрева пригоден для
изделий небольшого поперечного сечения
и значительной длины. При индукционном
нагреве металла тепло генерируется в
тонком поверхностном слое, откуда, как
и при нагреве в печах, распространяется
внутрь.
Температуру нагрева перед обработкой
давлением выбирают в зависимости от свойств
и назначения металла (для алюминия, например,
она составляет 250—500°C, для стали 1150—1300°C),
а также от характеристики оборудования
для обработки. При термической или химико-термической
обработке температура нагрева зависит
от цели обработки и температур структурных
превращений металла или сплава (200—1150°C).
Показатель качества нагрева металла
— равномерность температур по поверхности
и объёму металла.
Нагрев металла в атмосфере продуктов
сгорания топлива в пламенных печах или
в атмосфере воздуха в электрических печах
происходит с окислением и обезуглероживанием
поверхности металла. Такой нагрев называется
«тёмным» и практикуют главным образом
перед обработкой металла давлением. Для
термической обработки предпочтителен
так называемый светлый нагрев в атмосфере
нейтрального газа, который не взаимодействует
с поверхностью металла. В ряде случаев
нагрев металла проводят в вакууме. При
химико-термической обработке нагрев
металла ведут в атмосфере, которая реагирует
с металлом, например, удаляя из него углерод
или насыщая металл углеродом. Нагрев
в активной или нейтральной атмосфере
проводят в печах, обогреваемых радиационными трубами
или электрическими нагревательными элементами,
а также в печах с муфелем.
В чёрной металлургии для нагрева
слитков перед прокаткой на блюмингах
и слябингах применяют
Для термической обработки
прокатной продукции в металлургической
промышленности наиболее широко применяют
проходные и протяжные печи. Закалку, нормализацию
и отпуск горячекатаных листов проводят
в печах с роликовым подом. Холоднокатаную
стальную полосу в рулонах отжигают как
в протяжных, так и в колпаковых печах. В протяжных печах проводят термическую
обработку полосы из углеродистой и нержавеющей
стали и цветных металлов, а также химико-термическую обработку
полосы из электротехнических сталей
и подготовку полосы к нанесению на неё
различных покрытий (цинкование, алюминирование
и т. д.). Сортовой прокат обрабатывают в
печах с роликовым подом и в конвейерных печах. Для обработки труб применяют печи
с роликовым подом, секционные печи скоростного
нагрева, печи с шагающим подом
и конвейерные печи. Проволоку в мотках
и прутки обрабатывают в печах с роликовым
подом, а при небольшом объёме производства
- в колпаковых печах. Закалку проволоки
в свинце или оцинкование её ведут в патентировочных
печах. Термическую обработку колёс и
колёсных бандажей для ж.-д. транспорта
проводят в вертикальных печах,
а иногда в кольцевых печах.
В машиностроительной промышленности
при индивидуальном или мелкосерийном
производстве применяют главным образом
периодические термические печи, а при
крупносерийном и массовом производстве
- непрерывные термические печи. В литейных,
термических и др. цехах машиностроительных
заводов широко распространены печи с выкатным подом. На заводах тяжёлого машиностроения
для обработки крупных изделий применяют
вертикальные и ямные печи. С увеличением числа операций термической
обработки в атмосфере контролируемого
состава на машиностроительных заводах
всё чаще устанавливают колпаковые и элеваторные печи. Для непрерывной обработки при крупносерийном
производстве целесообразно применять
толкательные печи, конвейерные печи,
печи с роликовым подом, печи с подвижными
балками, а иногда кольцевые и карусельные печи. В автомобильной, тракторной, подшипниковой
и др. отраслях массового машиностроения
получают распространение поточные закалочно-отпускные,
нормализационно-отпускные, нитроцементационные,
цементационные и др. агрегаты. В случае
необходимости особо равномерного и быстрого
нагрева, а также при тонкой поверхностной
цементации или нагреве без окисления
и обезуглероживания поверхности небольших
деталей применяют ванные печи. Особо
точные, скоростные и специальные режимы
термической обработки массовых деталей
проводят в индукционных нагревательных
печах. Для обработки большемерных и сложных
по форме изделий из лёгких металлов в
случае повышенных требований к точности
режима обработки (главным образом в авиационной
промышленности) целесообразны печи аэродинамического
подогрева.
Для обеспечения высокой точности нагрева
металла большое число термическую печь
проектируют с электрическим обогревом.
В результате развития методов нагрева
при сжигании газового топлива (нагрев
с помощью радиационных труб, струйный нагрев, применение принудительной
циркуляции и т. д.) почти все типы термических
печей могут успешно работать и при газовом
отоплении; это особенно важно в связи
с тем, что большинство заводов получило
высококачественное топливо - природный
газ.
Современные режимы термической и особенно
химико-термической обработки характеризуются
значительной сложностью. Для таких режимов
перспективны поточные агрегаты или непрерывные
линии, в которые включено несколько камер
или печей непрерывного действия. Химико-термическую
и всё в большем объёме термическую обработку
проводят в атмосферах контролируемого
состава, для работы с которой также наиболее
пригодны непрерывные термические печи.
Периодические термические печи машиностроительной
промышленности усовершенствуют путём
применения атмосфер контролируемого
состава, принудительной циркуляции, а
также механизации работы и обслуживания.
Индукционный нагрев, нагрев
токопроводящих тел за счёт возбуждения
в них электрических токов переменным
электромагнитным полем. Мощность, выделяющаяся
в проводнике при индукционном нагреве, зависит
от размеров и физических свойств проводника
(удельного электрического сопротивления,
относительной магнитной проницаемости),
а также от частоты и напряжённости электромагнитного
поля. Источниками электромагнитного
поля при индукционном нагреве служат
индукторы. Индукционный нагрев характеризуется
неравномерным выделением мощности в
нагреваемом объекте. В поверхностном
слое, называемом глубиной проникновения,
выделяется 86% всей мощности. Глубина проникновения
тока D (м) равна:
где r — удельное электрическое сопротивление
(ом×м), m — относительная магнитная проницаемость, f — частота (гц).
Для создания переменного электромагнитного
поля при Индукционный
нагрев используются токи низкой (50 гц), средней (до 10 кгц) и высокой (свыше 10 кгц) частоты. Для питания индукторов
токами средней и высокой частоты применяют
машинные и статические преобразователи,
а также ламповые генераторы.
К наиболее распространённым процессам,
использующим Индукционный
нагрев, относятся: плавка металлов, зонная плавка, нагрев под обработку
давлением и др. Индукционный
нагрев — наиболее совершенный бесконтактный
способ передачи электроэнергии в нагреваемое
тело с непосредственным преобразованием
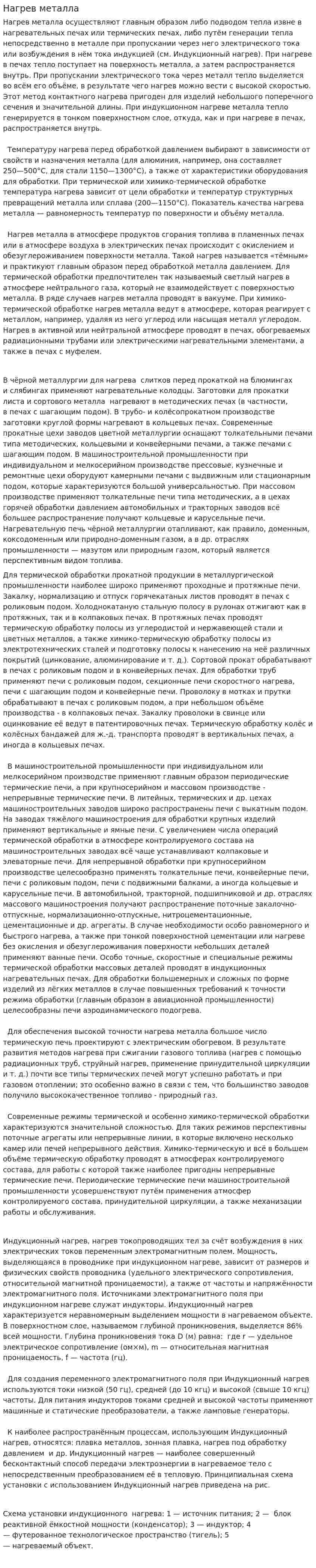
её в тепловую. Принципиальная схема установки
с использованием Индукционный
нагрев приведена на рис.
Схема установки индукционного нагрева: 1 — источник питания; 2 — блок реактивной ёмкостной мощности (конденсатор); 3 — индуктор; 4 — футерованное технологическое пространство (тигель); 5 — нагреваемый объект.