
По эскизу детали разработайте эскиз отливки с модельно – литейными указаниями, приведите эскизы металлических модельных плит, стержневого ящика и собранной литейной формы в разрезе Опишите последовательность изготовления формы одним из методов машинной формовки. (Решение → 4049)
Заказ №39301
По эскизу детали разработайте эскиз отливки с модельно – литейными указаниями, приведите эскизы металлических модельных плит, стержневого ящика и собранной литейной формы в разрезе Опишите последовательность изготовления формы одним из методов машинной формовки.
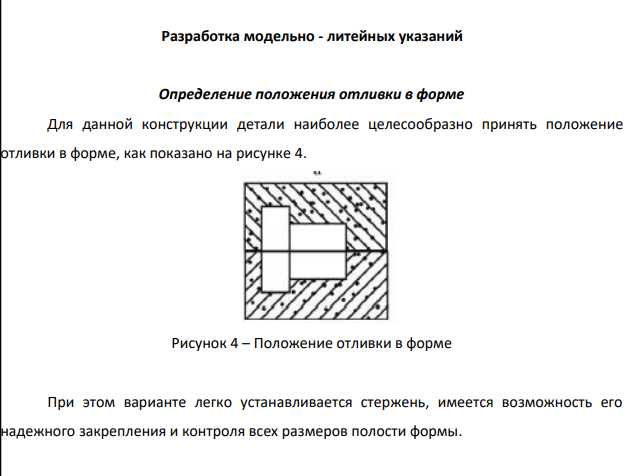
Исходные данные: Рисунок 13. Материал детали – сталь 45Л. Чертеж детали представим на рисунке 3. Рисунок 3 – Чертеж детали 582 Разработка технологии изготовления литой заготовки Применяем способ литья – литье в песчано-глинистые формы. Так как деталь имеет простую форму, согласно рекомендациям, принимаем класс точности отливки – 8- 8, 4-5 ряд припусков. В соответствии с ГОСТ 26645-85 это означает, что отливка 8-го класса точности размеров, 8-го класса точности массы. Оценка технологичности конструкции детали Заданная деталь имеет небольшие размеры и простое устройство. Это позволяет выполнить ее цельнолитой. Внешнее очертание детали простое и не требует изменений. Замкнутые внутренние полости отсутствуют. Имеющееся сквозное отверстие, выполняется при помощи стержня, имеет достаточные выходы для знаковых частей и стержень надежно фиксируется в форме. Минимальная толщина стенки 8 мм. Эта толщина вполне обеспечивает благополучное заполнение формы жидким металлом. Разработка модельно - литейных указаний Определение положения отливки в форме Для данной конструкции детали наиболее целесообразно принять положение отливки в форме, как показано на рисунке 4. Рисунок 4 – Положение отливки в форме При этом варианте легко устанавливается стержень, имеется возможность его надежного закрепления и контроля всех размеров полости формы. 583 Определение данных для модельно-литейных указаний и чертежа отливки Назначаем припуски на механическую обработку, допускаемые отклонения на размеры отливки, припуски на усадку. Допуски на размеры отливки, припуски на механическую обработку выбраны по ГОСТ 26645-85 пo 8-му классу точности размеров и 4-му ряду припусков на механическую обработку и литья в песчаные формы отливок, максимальный размер которых менее 630 мм. Припуски назначаются на поверхности, подвергаемые механической обработке, и отмеченные на чертеже значком . Значение линейной усадки металла принимаем 1,8%. Результаты определения размеров отливки сведены в табл. 1. Таблица 1 – Результаты определения размеров отливки, модели, стержня Размер детали по чертежу Допуски линейных размеров отливки (на сторону), мм Припуски на мехобработку (на сторону), мм



- Акционер владеет 120 акциями, которые он приобрел в фондовом магазине по цене 1350 руб. при номинальной стоимости 1000 руб. Актив Пассив Основные средства Денежные средства Ценные бумаги Дебиторская задолженность Товарные запасы Баланс 520 340 90 60 200 1210 Уставный фонд Резервный фонд Фонды спец. назначения Краткосрочные обязательства Долгосрочные обязательства Баланс 500 110 200 170 230 1210 641 641 Дивиденды по результатам финансового года компания выплатила в размере 230 руб. на акцию. Определите суммарную доходность акции.
- Задание № 237 Витамин В6. Химическая природа, свойства, механизм действия в клетке.
- В какую из указанных компаний более рискованно инвестировать капитал, если баланс А. О. № 1 характеризуется следующими данными (тыс. руб.): Актив Пассив Основные средства Денежные средства Ценные бумаги Дебиторская задолженность Товарные запасы Баланс 240 200 150 50 180 820 Уставный фонд Резервный фонд Фонды спец. назначения Краткосрочные обязательства Долгосрочные обязательства Баланс 380 160 60 120 100 820
- Какова минимальная номинальная стоимость акций закрытого АО, если известно, что каждый акционер общества владеет одной акцией? Ответьте на поставленный вопрос, обосновав свой ответ с указанием соответствующего нормативного акта, регулирующего рынок ценных бумаг. Приведите в подтверждение номер статьи и текст использованного нормативного документа, которым Вы руководствовались при выборе своего решения.
- Задание № 168 Химические константы жиров и их практическое значение.
- О предприятии за истекший год удалось собрать следующие сведения: 1. Объем продаж - 120 тыс. шт.
- Открытое акционерное общество объявило о выпуске 10 тыс. собственных облигаций с неотделимым варрантом на сумму 50 тыс. руб. Варрант дает право на покупку 10 акций данной компании по 11 руб. И действует в течение первых шести месяцев после его выпуска. Уставный фонд этой акционерной компании 1 млн.руб.
- На предприятии, занимающемся перевозкой грузов по городу, имеется 10 автомобилей марки ЗИЛ, стоимостью 70000 рублей каждый. Грузоподъемность каждого автомобиля 4 тонны.
- Задание № 318 Бром. Участие в жизнедеятельности организма.
- Определите индекс номинальной (денежной) заработной платы и индекс реальной заработной платы. Среднемесячная заработная плата на предприятии в 2014 г. составила 32495 руб. Доля налогов и вычетов в составе заработной платы в 2014 г. – 18,7%.
- Задание № 280 Тиреотропный гормон. Его характеристика и биороль
- На начало года численность населения в области составила 14500 тыс.чел., доля населения трудоспособного возраста – 54%, коэффициент занятости всего населения – 51%. В течение года вступило в трудоспособный возраст 25 тыс.чел., из которых 1,5 тыс. поступили на работу; вовлечено в народное хозяйство 3 тыс.чел. старше трудоспособного возраста; выбыло из занятого населения трудоспособного возраста в связи с переходом на пенсию по старости 14,6 тыс.; прекратили работу лица старше трудоспособного возраста и подростки до 16 лет – 1,9 тыс.чел.; умерло из занятого населения 7 тыс.; из них в трудоспособном возрасте – 4,9 тыс. Кроме того 0,3 тыс. трудоспособного возраста перешли на инвалидность первой и второй групп.
- В торговой фирме «Диана» разработан план на следующий месяц. Основные показатели плана: a: 1. Выручка от реализации = 35000 руб.
- На основе имеющихся данных определите валовой внутренний продукт тремя методами (млн. руб.): Таблица 1 Данные по экономике Валовой выпуск товаров и услуг в ценах производителя 180800 Промежуточное потребление товаров и услуг в ценах покупателей 100100 Потребление основного капитала 12000 Оплата труда работников 37850 Чистая прибыль экономики 15800 Чистые налоги на производство и импорт 15050 Конечное потребление продуктов и услуг 43370 Валовое накопление основного капитала 23580 Запасы материальных оборотных средств 11210 сальдо экспорта-импорта +2540