
Ирина Эланс
Зачтено на максимальный баллдз2 "Технология получения поковок" (Решение → 6537)
![]()
![]()
Зачтено на максимальный балл
дз2 "Технология получения поковок"



- Зачтено на максимальный баллДЗ №1 Изготовление заготовки обработкой давлением ДЗ №2 Изготовление заготовки методом литья ДЗ №3 Изготовление сварной заготовки Домашнее задание по дисциплине «Технология конструкционных материалов » «Проектирование технологичной детали «Вал ведущий » и ее изготовление »
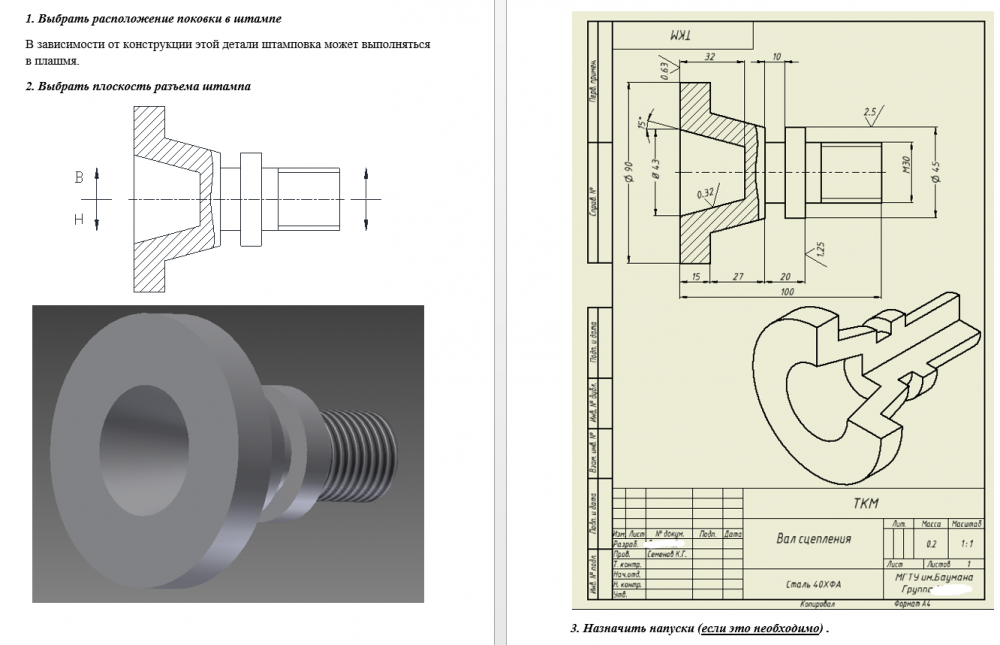
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок Деталь изготавливают в условиях серийного производства (N>500). В соответствии c классификацией (см. табл. 1) поковка рассматриваемой детали относится к группе 4. По табл. 2 находим, что такую поковку следует изготавливать холодной объемной штамповкой, так как ковку при таких партиях деталей не применяют, а горячая объемная штамповка этой поковки будет весьма затруднительна из-за габаритных размеров и массы детали и гораздо более энергетически затратная. Деталь «Колесо » изготовляют из чугуна Сч.25. Наиболее ответственные поверхности детали – верхняя торцевая поверхность
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок ДЗ №3,Механическая обработка заготовок деталей машин ДЗ №4, Технология получения детали методом сварки Деталь «Цапфа » изготавливают из Стали 30. Наиболее ответственные поверхности детали: • Часть вала диаметром Ø50; • Наружная поверхность конуса, переходящего в цилиндр; • Торцевая поверхность цилиндра; Наибольший габаритный размер детали 224 мм. Толщина стенки 8 мм. Уклон конуса 45°.
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок ДЗ №3,Механическая обработка заготовок деталей машин ДЗ №4, Технология получения детали методом сварки Домашнее задание №2 по дисциплине «Технология конструкционных материалов » «Проектирование технологичной детали «Стакан » и ее изготовление » 1.1 Анализ исходных данных и выбор марки материала детали При выборе марки поковки, необходимо учесть условия эксплуатации детали, требуемые уровни механических свойств. . Исходя из этих требований для изготовления поковки целесообразно рассматривать возможность применения Стали 20. o Тип производства: серийное производство N=5000 штук в год. o Габариты поковки: диаметр 105 мм, высота 50 мм. o Исходная заготовка - профиль сортового проката ГОСТ 2590-2006 o Механические св-ва:
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок ДЗ №3,Механическая обработка заготовок деталей машин ДЗ №4, Технология получения детали методом сварки Домашнее задание ПО ДИСЦИПЛИНЕ «Технология конструкционных материалов » НА ТЕМУ: Проектирование технологичной детали «Втулка опорная » и ее изготовление
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок ДЗ №3,Механическая обработка заготовок деталей машин ДЗ №4, Технология получения детали методом сварки Домашнее задание по дисциплине «Технология конструкционных материалов » «Проектирование детали «Втулка » и разработка технологии изготовления механической обработкой резанием профиля »
- Зачтено на максимальный баллДЗ №1, Разработка технологии изготовления отливок ДЗ №2, Технология изготовления поковок ДЗ №3,Механическая обработка заготовок деталей машин ДЗ №4, Технология получения детали методом сварки Домашнее задание по дисциплине «Технология конструкционных материалов » «Проектирование детали « Втулка » и разработка технологии изготовления механической обработкой резанием профиля »
- Зачтено на максимальный баллДве гладкие частицы сферической формы с массами m1 и m2, движущиеся со скоростями и , сталкиваются под углом b, как указано на рис.1. Расстояние до места встречи и скорости частиц соответствуют условиям соударения (отсутствию промаха). На рис.1: b - угол встречи, т.е. угол, образованный векторами и ; a = (p - b) - дополнительный угол; j - угол между линией удара O1O2 и вектором . Другие обозначения: и - скорости соответственно 1-ой и 2-ой частицы после удара. - совместная скорость частиц после абсолютно неупругого удара. q - угол отклонения частицы после удара, т.е. угол, образованный векторами и или и g - угол разлета частиц после удара, т.е. угол, образованный векторами и . и - импульсы соответственно 1-ой и 2-ой частицы после удара. E1, E2 - кинетические энергии соответственно 1-ой и 2-ой частицы после удара. DE - изменение кинетической энергии механической системы, состоящей из двух частиц за время удара. Виды взаимодействия: а) абсолютно упругий удар (АУУ); б) неупругий удар (НУУ); в) абсолютно неупругий удар (АНУУ). Общие исходные данные: m* = 10-3 кг, V* = 10 м/с, a* = p/2.
- Зачтено на максимальный баллДве гладкие частицы сферической формы с массами m1 и m2, движущиеся со скоростями и , сталкиваются под углом b, как указано на рис.1. Расстояние до места встречи и скорости частиц соответствуют условиям соударения (отсутствию промаха). На рис.1: b - угол встречи, т.е. угол, образованный векторами и ; a = (p - b) - дополнительный угол; j - угол между линией удара O1O2 и вектором . Другие обозначения: и - скорости соответственно 1-ой и 2-ой частицы после удара. - совместная скорость частиц после абсолютно неупругого удара. q - угол отклонения частицы после удара, т.е. угол, образованный векторами и или и g - угол разлета частиц после удара, т.е. угол, образованный векторами и . и - импульсы соответственно 1-ой и 2-ой частицы после удара. E1, E2 - кинетические энергии соответственно 1-ой и 2-ой частицы после удара. DE - изменение кинетической энергии механической системы, состоящей из двух частиц за время удара. Виды взаимодействия: а) абсолютно упругий удар (АУУ); б) неупругий удар (НУУ); в) абсолютно неупругий удар (АНУУ). Общие исходные данные: m* = 10-3 кг, V* = 10 м/с, a* = p/2.
- Зачтено на максимальный баллДве гладкие частицы сферической формы с массами m1 и m2, движущиеся со скоростями и , сталкиваются под углом b, как указано на рис.1. Расстояние до места встречи и скорости частиц соответствуют условиям соударения (отсутствию промаха). На рис.1: b - угол встречи, т.е. угол, образованный векторами и ; a = (p - b) - дополнительный угол; j - угол между линией удара O1O2 и вектором . Другие обозначения: и - скорости соответственно 1-ой и 2-ой частицы после удара. - совместная скорость частиц после абсолютно неупругого удара. q - угол отклонения частицы после удара, т.е. угол, образованный векторами и или и g - угол разлета частиц после удара, т.е. угол, образованный векторами и . и - импульсы соответственно 1-ой и 2-ой частицы после удара. E1, E2 - кинетические энергии соответственно 1-ой и 2-ой частицы после удара. DE - изменение кинетической энергии механической системы, состоящей из двух частиц за время удара. Виды взаимодействия: а) абсолютно упругий удар (АУУ); б) неупругий удар (НУУ); в) абсолютно неупругий удар (АНУУ). Общие исходные данные: m* = 10-3 кг, V* = 10 м/с, a* = p/2.
- Зачтено на максимальный баллДетали подшипников, работающих в обычных условиях и без значительных ударных нагрузок, изготавливают из заэвтектоидных хромистых сталей марок: ШХ15, ШХ15СГ, ШХ20СГ. 1. Выберете марку стали для изготовления крупногабаритных колец шарикоподшипников со стенками толщиной 35-45 мм. Назначьте рациональный режим предварительной и окончательной упрочняющей термической обработки, обеспечивающий твердость 61-64 HRC. Постройте график термообработки в координатах температура- время с указанием: критических точек стали, температуры нагрева, времени выдержки, среды охлаждения. Объясните назначение предварительной термической обработки. 2. Опишите структурные превращения, происходящие в стали на всех стадиях упрочняющей термической обработки. 3. Приведите основные сведения об этой стали: химический состав по ГОСТу, механические свойства после выбранного режима термической обработки, технологические свойства, влияние легирующих элементов, требования, предъявляемые к подшипниковым сталям и др.
- Зачтено на максимальный баллДеталь изготавливают в условиях серийного производства (N>500). В соответствии c классификацией (см. табл. 1) поковка рассматриваемой детали относится к группе 4. По табл. 2 находим, что такую поковку следует изготавливать холодной объемной штамповкой, так как ковку при таких партиях деталей не применяют, а горячая объемная штамповка этой поковки будет весьма затруднительна из-за габаритных размеров и массы детали и гораздо более энергетически затратная.
- Зачтено на максимальный балл ДЗ 1+2 вариант 6А (угол 60) ДЗ вариант6 (угол 200)
- Зачтено на максимальный баллДЗ 1 - Разработка технологии изготовления литых заготовок ДЗ 2 Разработка технологии изготовления штампованных поковок ДЗ 3 Разработка технологии изготовления сварной конструкции ДЗ 4 Механическая обработка заготовок деталей машин Разработать технологию изготовления отливки. Исходные данные заданы в виде чертежа детали, которую необходимо получить. Чертеж представлен в графической части задания . Деталь изготавливают из нержавеющей стали 3. Наиболее ответственная поверхность детали – отверстие диаметром 55 мм, с шероховатостью Rа=0.8мкм. Боковые поверхности имеют шероховатость Ra=0,8 мкм. Все перечисленные поверхности подвергаются дополнительной механической обработке. Шероховатость остальных поверхностей не регламентируется.