
Электродуговая сварка. Электрическая дуга, источники ее питания и предъявляемые к ним требования. (Решение → 318)
Заказ №39301
Электродуговая сварка. Электрическая дуга, источники ее питания и предъявляемые к ним требования.
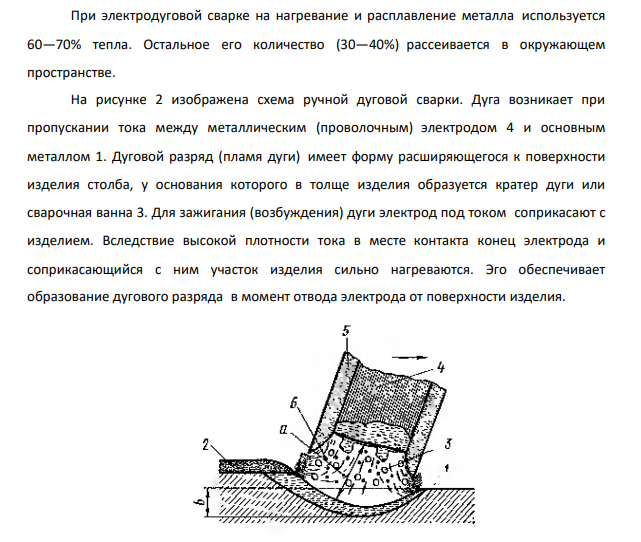
Электродуговая сварка — наиболее распространенный способ соединения металлических деталей, использующий тепло электрической дуги. Электрическая дуга представляет непрерывный поток электронов и ионов, образующихся между двумя электродами в той или иной среде как постоянным, так и переменным токами. Для создания и поддержания дуги необходимо ионизировать воздушный промежуток или специально созданную газообразную среду. Непрерывная ионизация воздуха или газа обеспечивается электронами, вылетающими с поверхности отрицательно заряженного электрода. Эти электроны сталкиваются с атомами или молекулами газообразных веществ, находящихся в пространстве между электродами, возбуждают или ионизируют их. В дуговом разряде выбрасывание (эмиссия) электронов с катода происходит под влиянием двух факторов: высокой температуры (термоэлектронная эмиссия) и напряженности электрического поля (автоэлектронная эмиссия). Отрицательно заряженные частицы бомбардируют анод, а положительно заряженные — катод. Взаимная бомбардировка ионов при соответствующем напряжении дуги превращает кинетическую энергию этих частиц в тепловую и световую; электроны превращаются в электроны проводимости, а ионы нейтрализуются. Тепловая и световая энергия в сварочной дуге выделяется неравномерно. На аноде выделяется около 43% тепла за счет бомбардировки его электронами, имеющими более высокую кинетическую энергию, чем ионы, бомбардирующие катод; на катоде выделяется около 36% общего количества тепла сварочной дуги. Остальное тепло (~21%) образуется в столбе дуги. Температура электрической дуги зависит от материала электродов; при угольных электродах она составляет на катоде около 3200 °С, на аноде — около 3900 °С; при металлических электродах — соответственно 2400 и 2600 °С. В центре дуги, по ее оси, температура достигает 6000—7000 °С. 159 При электродуговой сварке на нагревание и расплавление металла используется 60—70% тепла. Остальное его количество (30—40%) рассеивается в окружающем пространстве. На рисунке 2 изображена схема ручной дуговой сварки. Дуга возникает при пропускании тока между металлическим (проволочным) электродом 4 и основным металлом 1. Дуговой разряд (пламя дуги) имеет форму расширяющегося к поверхности изделия столба, у основания которого в толще изделия образуется кратер дуги или сварочная ванна 3. Для зажигания (возбуждения) дуги электрод под током соприкасают с изделием. Вследствие высокой плотности тока в месте контакта конец электрода и соприкасающийся с ним участок изделия сильно нагреваются. Эго обеспечивает образование дугового разряда в момент отвода электрода от поверхности изделия. Рисунок 2-Схема ручной дуговой сварки (стрелкой показано перемещение электрода) Под влиянием автотермоэлектронной эмиссии конец электрода и находящийся под ним участок изделия расплавляются, па изделии возникает сварочная ванна, в которую по каплям стекает расплавленный металл 6 с электрода 4. Пространство между оплавляющимся торцом электрода и поверхностью сварочной ванны заполняется раскаленной средой, представляющей смесь частично ионизированного воздуха, паров металла и обмазки 5, которые образуются при высоких температурах в процессе взаимодействия материала электрода и его обмазки 5 с воздухом. Электрод, перемещаясь в направлении стрелки, оставляет слой наплавленного металла 2.


- Сущность и значение термообработки сплавов. Типовой график термообработки. Опишите процесс закалки, ее разновидности и цели.
- Дайте описание двух-трех эпоксидных составов, используемых в судоремонте. Укажите области применения и правила техники безопасности
- Укажите на основании маркировки химический состав следующих латуней: Л90, ЛО70-1, ЛЖМц59-1-1, ЛАМцЖ67-5-2-2, ЛК80-3Л, ЛС59-1, ЛА77-2. Какая из указанных латуней имеет название «томпак» «морская латунь».
- Поясните явление полиморфизма на примере железа. Укажите полиморфные модификации железа с условным изображением соответствующих кристаллических решеток. Дайте определения изотропии, анизотропии, квазиизотропии, аллотропии.
- Коррозионностойкие стали и сплавы, их свойства, термообработка и применение. Пояснить, почему для корпуса торгового судна используют сталь, плохо сопротивляющуюся коррозии.
- Опишите способы оценки технологических свойств материалов. Приведите необходимые схемы, эскизы, формулы, определения.
- Начертить диаграмму состояния «железо-цементит» и указать все структуры и превращения, протекающие в эвтектических чугунах при их охлаждении из расплавленного состояния до 20 градусов.
- Катодная и протекторная защита. Сущность методов, преимущества и недостатки, примеры использования
- Методы контроля качества сварных и паяных соединений. Требования Морского регистра судоходства к качеству сварных швов.
- Состав шихты и продукция домны. Привести уравнение материального баланса для 1тонны чугуна
- На основе маркировки дайте максимально полную информацию (химический состав, свойства) о сплавах следующих марок: 08кп, 10ХСНД, АМг3, Г13, АС45Г2, Р18Ф2, 38ХМЮА, ОХ16Н4Г9АДФЛ, 15ХМ, ШХ15СГ, 30ХГС-Ш, БрАЖН9-4-4, БрБ2.
- Укажите состав и способ применения быстротвердеющих пластмасс для установки судовых механизмов на фундаменте.
- Избирательная и контактная коррозия. Примеры появления в условиях эксплуатации судовых технических средств. Способы защиты.
- Перечислите все известные виды обработки резанием. Дайте их краткую характеристику. Какие виды обработки резанием применяют наиболее часто в судоремонте?