
На участке осуществляется сборка шасси радиоприемника. Веерная схема сборки изображена на рис. 1. Технологический процесс сборки представлен в таблице (Решение → 11436)
Заказ №38659
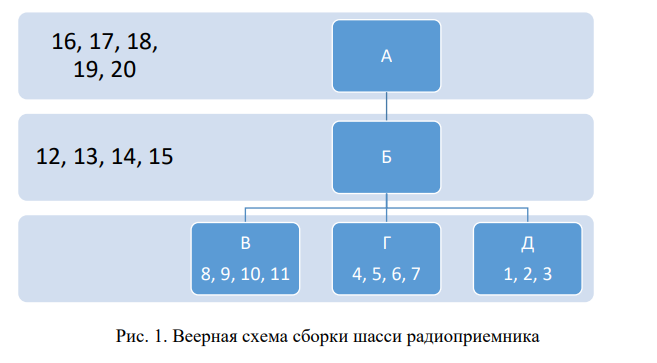
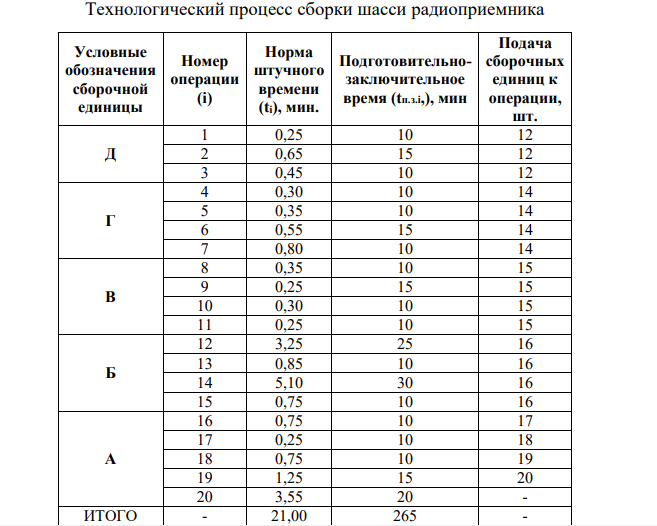
На участке осуществляется сборка шасси радиоприемника. Веерная схема сборки изображена на рис. 1. Технологический процесс сборки представлен в таблице 1. Месячная программа выпуска составляет 10 000 шт. Количество рабочих дней в месяце – 20. Режим работы участка односменный. Время на плановые ремонты и переналадку рабочих мест составляет 3%. Определить ─ оптимальный размер партии изделий; ─ установить удобопланируемый ритм запуска партий изделий; ─ построить цикловые графики сборки шасси без учета загрузки рабочих мест и с учетом загрузки; ─ рассчитать опережение запуска-выпуска партий изделий; определить длительность цикла сборки шасси радиоприемника. Рис. 1. Веерная схема сборки шасси радиоприемника 12, 13, 14, 15 16, 17, 18, 19, 20 А Б В 8, 9, 10, 11 Г 4, 5, 6, 7 Д 1, 2, 3 229 Таблица 1 Технологический процесс сборки шасси радиоприемника Условные обозначения сборочной единицы Номер операции (i) Норма штучного времени (ti), мин. Подготовительнозаключительное время (tп.з.i,), мин Подача сборочных единиц к операции, шт. Д 1 0,25 10 12 2 0,65 15 12 3 0,45 10 12 Г 4 0,30 10 14 5 0,35 10 14 6 0,55 15 14 7 0,80 10 14 В 8 0,35 10 15 9 0,25 15 15 10 0,30 10 15 11 0,25 10 15 Б 12 3,25 25 16 13 0,85 10 16 14 5,10 30 16 15 0,75 10 16 А 16 0,75 10 17 17 0,25 10 18 18 0,75 10 19 19 1,25 15 20 20 3,55 20 - ИТОГО - 21,00 265 -
Решение:
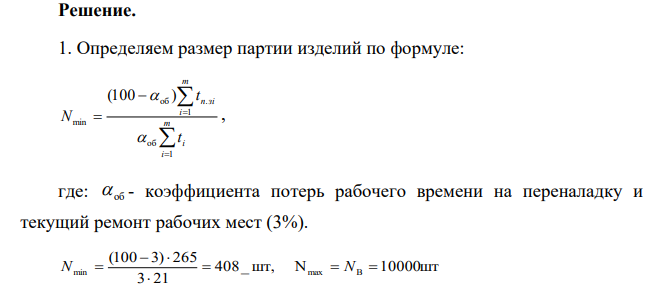
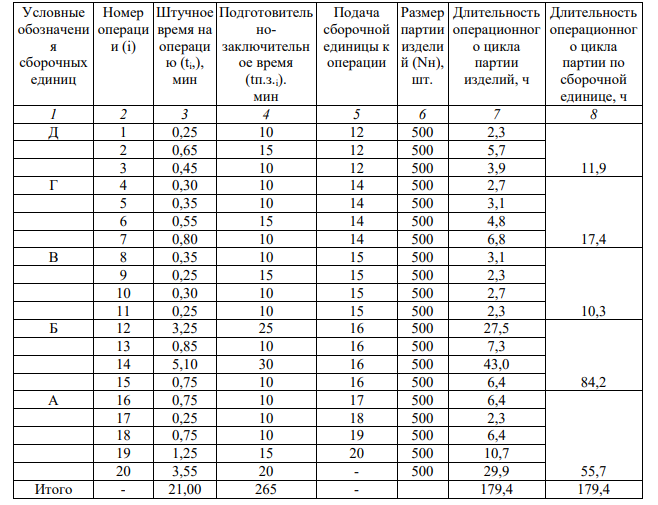
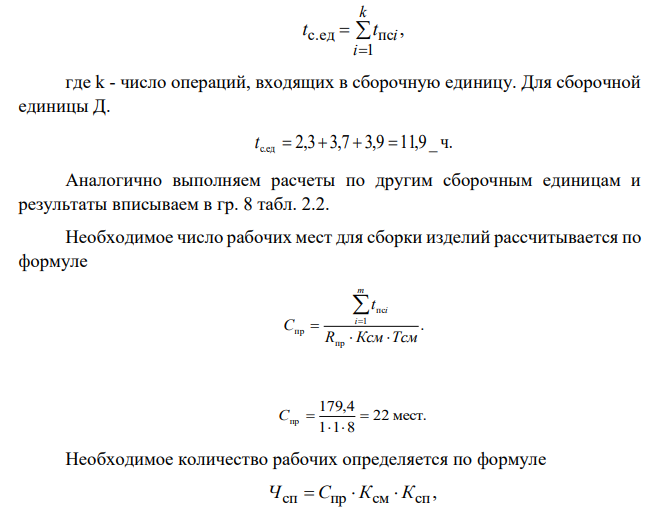
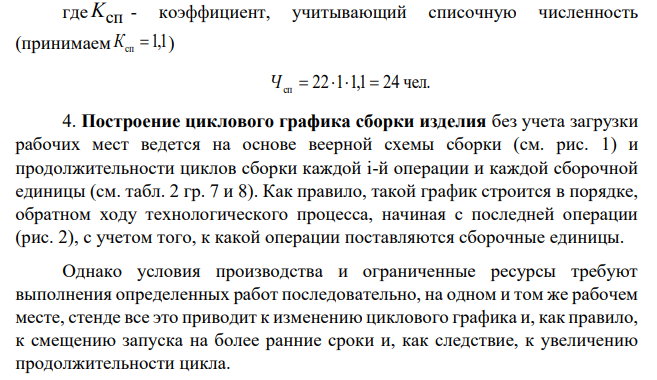
1. Определяем размер партии изделий по формуле: m i i m i п зi t t N 1 об 1 об . min (100 ) , где: об - коэффициента потерь рабочего времени на переналадку и текущий ремонт рабочих мест (3%). 408_ шт, N 10000шт 3 21 (100 3) 265 min max В N N 230 Полученный расчетом результат рассматривается как минимальная величина партии изделий. За максимальную величину можно принять месячную программу выпуска изделий (сборочных единиц). Таким образом, в результате проведенных расчетов устанавливаем пределы нормального размера партии изделий: . Nmin NH Nmax Предельные размеры партии изделий корректируются исходя из минимального размера. Корректировка начинается с установления удобопланируемого ритма (Rp) - периода чередования партий изделий. Если в месяце 20 день, то такими ритмами будут 20, 10, 5, 4, 2 и 1. Период чередования партий изделий рассчитывается по формуле , В р min Р N Д N R где: Др - число рабочих дней в месяце. 0,816 дня. 10000 20 408 р R Поскольку по расчету получается дробное число, то из ряда удобопланируемых ритмов выбираем ближайшее целое число, т. е. принятое значение периода чередования (RПР). Из удобопланируемых ритмов выбираем ближайшее значение RПР = 1 день. Далее в соответствии с принятым периодом чередования корректируем размер партии изделий по формуле: 500_ шт. 20 10000 1 р B H пр Д N N R Выполняется условие 408 < 500 < 10000. Нормальный размер партии изделий должен быть кратным месячной программе выпуска (запуска) изделий. Число партий в месяц (X) определяем по формуле : 10000:500 20 партий. NВ NH Таблица 2 Расчетная таблица процесса сборки шасси радиоприемника 231 Условные обозначени я сборочных единиц Номер операци и (i) Штучное время на операци ю (ti,), мин Подготовитель нозаключительн ое время (tп.з.i). мин Подача сборочной единицы к операции Размер партии издели й (Nн), шт. Длительность операционног о цикла партии изделий, ч Длительность операционног о цикла партии по сборочной единице, ч 1 2 3 4 5 6 7 8 Д 1 0,25 10 12 500 2,3 11,9 2 0,65 15 12 500 5,7 3 0,45 10 12 500 3,9 Г 4 0,30 10 14 500 2,7 17,4 5 0,35 10 14 500 3,1 6 0,55 15 14 500 4,8 7 0,80 10 14 500 6,8 В 8 0,35 10 15 500 3,1 10,3 9 0,25 15 15 500 2,3 10 0,30 10 15 500 2,7 11 0,25 10 15 500 2,3 Б 12 3,25 25 16 500 27,5 84,2 13 0,85 10 16 500 7,3 14 5,10 30 16 500 43,0 15 0,75 10 16 500 6,4 А 16 0,75 10 17 500 6,4 55,7 17 0,25 10 18 500 2,3 18 0,75 10 19 500 6,4 19 1,25 15 20 500 10,7 20 3,55 20 - 500 29,9 Итого - 21,00 265 - 179,4 179,4 Результат расчета нормативного размера партии изделий заносим в гр. 6 табл. 2. 2. Продолжительность операционного цикла партии изделий по каждой операции ( i tпс ) рассчитываем по формуле: . 60 H п.з. пс i i i t N t t Для сборочной единицы Д: 2,3 ч. 60 0,25*50 10 пс1 t Аналогично выполняем расчеты по другим операциям, и результаты вписываем в гр. 7 табл. 2. 3. Продолжительность операционного цикла партии изделий по сборочным единицам определяется по формуле 232 , 1 с.ед пс k i i t t где k - число операций, входящих в сборочную единицу. Для сборочной единицы Д. 2,3 3,7 3,9 11,9 _ ч. t с.ед Аналогично выполняем расчеты по другим сборочным единицам и результаты вписываем в гр. 8 табл. 2.2. Необходимое число рабочих мест для сборки изделий рассчитывается по формуле . пр 1 пс пр R Ксм Тсм t С m i i 22 мест. 1 1 8 179,4 пр С Необходимое количество рабочих определяется по формуле , Чсп Спр Ксм Ксп где Kсп - коэффициент, учитывающий списочную численность (принимаем 1,1 Ксп ) 22 1 1,1 24 чел. Чсп 4. Построение циклового графика сборки изделия без учета загрузки рабочих мест ведется на основе веерной схемы сборки (см. рис. 1) и продолжительности циклов сборки каждой i-й операции и каждой сборочной единицы (см. табл. 2 гр. 7 и 8). Как правило, такой график строится в порядке, обратном ходу технологического процесса, начиная с последней операции (рис. 2), с учетом того, к какой операции поставляются сборочные единицы. Однако условия производства и ограниченные ресурсы требуют выполнения определенных работ последовательно, на одном и том же рабочем месте, стенде все это приводит к изменению циклового графика и, как правило, к смещению запуска на более ранние сроки и, как следствие, к увеличению продолжительности цикла.


- Произведён национальный доход в размере 600 денежных единиц. Известны следующие данные о его распределении: - вся прибыль - 250 ед. ; - нераспределённая прибыль - 140 ед.; - социальный трансферт - 85 ед.; - страховые платежи - 90 ед.
- Производственной программой предусматривается изготовление 5000 деталей в месяц. Трудоемкость токарной операции 0,7 норма-ч. Режим работы оборудования - двухсменный по 8 ч.
- Производственная мощность механического цеха на начало анализируемого периода составила 50 тыс. комплектов деталей. С 1 июля этого года введено дополнительно оборудование с мощностью 1000 комплектов деталей, а с 1 октября выбыло из эксплуатации оборудование мощностью 250 комплектов деталей.
- Оценочная стоимость активов предприятия составляет 35000 долл Для его ликвидации потребуется 2,5 года. Затраты на ликвидацию составляют 20% стоимости активов. Какова текущая стоимость выручки от продажи предприятия при ставке дисконта 20% (ежегодное начисление).
- Мировая цена на американскую пшеницу составляет 125 долл. за 1 т Правительство России, которая в импорте пшеницы является большой страной, рассматривает вопрос о введении специфического импортного тарифа 25 долл. за 1 т для пополнения государственного бюджета.
- Покажите графически различия в эластичности предложения картофеля в краткосрочном и долгосрочном периодах.
- Средняя заработная плата рабочих сельскохозяйственных организаций по областям Российской Федерации 2019 г., руб. (табл. 1). Проанализировать представленные в таблице данные с помощью инструментов описательной статистики, имеющихся в
- Имеются следующая исходная информация: Компания оказывает услуги по ремонту промышленного оборудования, для чего ей требуются новые комплектующие детали в количестве 2700 шт. Если компания будет производить их самостоятельно, то постоянные затраты, связанные с их производством составят 120 тыс. руб. в год, а переменные - 70 руб. на единицу изделия.
- Определить оптимальный объем производства двух видов продукции А и Б, обеспечивающих получение максимальной прибыли, а также сумму полученной при этом прибыли. Существуют следующие ограничения в ресурсах: расход материальных ресурсов на одно изделие составляет 5 и 3 рублей, а трудовых ресурсов на одно изделие - 7 и 9 рублей соответственно.
- Определить емкость рынка торговли по Белгородскому району за январь 2002 года: 1) объем заработной платы, полученной жителями района, в декабре 2001 года составила 1150 млн. руб. , а в январе ожидается рост средней заработной платы на 10%; 2) денежные доходы населения по остальным статьям на январь определены в размере 732 млн. руб.
- Проектная дисконтная ставка равна 20%. Требуется определить экономическую целесообразность реализации данного варианта капитальных вложений и подсчитать среднюю взвешенную по временному признаку величину денежного потока.
- Определить прибыль от реализации продукции, общую прибыль, рентабельность продукции и рентабельность производства. Выпуск продукции в отпускных ценах по плану на год - 800 млн. руб., полная себестоимость товарной продукции - 580 млн. руб., операционные доходы - 15 млн. руб., операционные расходы - 7 млн. руб., внереализационные доходы — 18 млн. руб., внереализационные расходы - 13 млн. руб.
- На начало текущего года стоимость основных средств на предприятии - 69 400 тыс. руб. В течение года вводятся новые основные средства: с 1 апреля на 8 300 тыс. руб., а в августе - на 5 700 тыс. руб.
- В таблице представлены данные, характеризующие функцию совокупного предложения (произведенного ВНП в реальном выражении) и совокупного спроса. Уровень цен ВНП в реальном выражении (млрд. руб. )