
На участке осуществляется сборка шасси радиоприемника. Веерная схема сборки представлена на рис. 2.1, а технологический процесс - в табл. 2.1. Месячная программа выпуска составляет 10000 шт. Число рабочих дней в месяце - 20. (Решение → 5801)
Заказ №38671
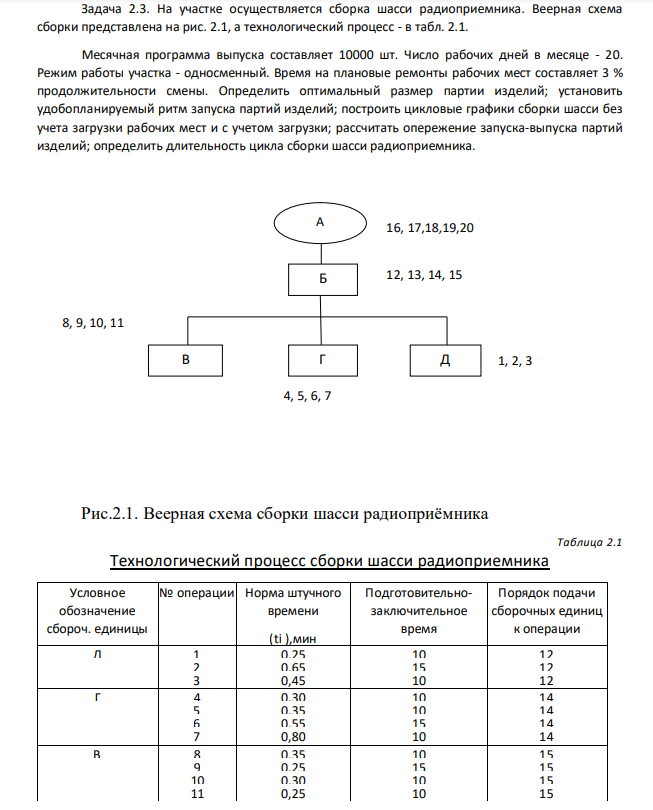
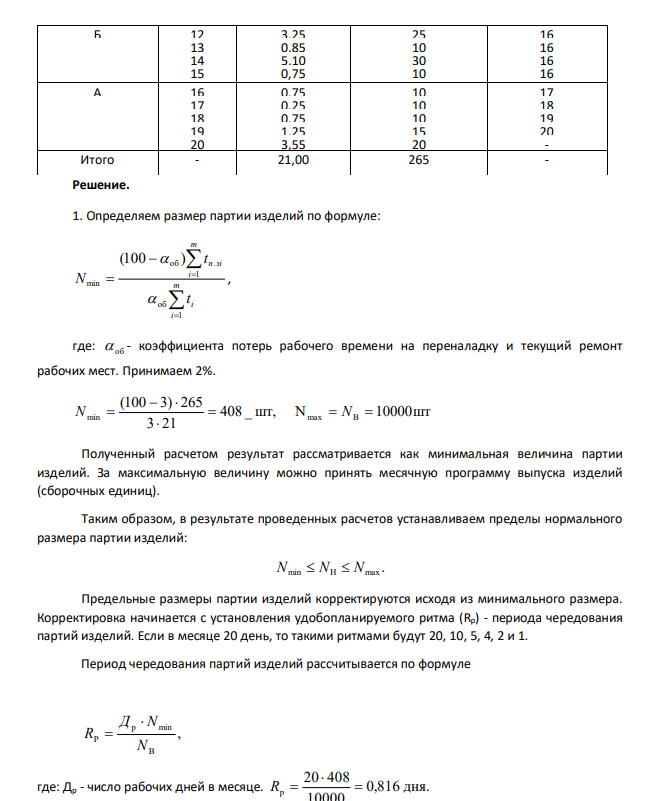
На участке осуществляется сборка шасси радиоприемника. Веерная схема сборки представлена на рис. 2.1, а технологический процесс - в табл. 2.1. Месячная программа выпуска составляет 10000 шт. Число рабочих дней в месяце - 20. Режим работы участка - односменный. Время на плановые ремонты рабочих мест составляет 3 % продолжительности смены. Определить оптимальный размер партии изделий; установить удобопланируемый ритм запуска партий изделий; построить цикловые графики сборки шасси без учета загрузки рабочих мест и с учетом загрузки; рассчитать опережение запуска-выпуска партий изделий; определить длительность цикла сборки шасси радиоприемника. Рис.2.1. Веерная схема сборки шасси радиоприёмника Таблица 2.1 Технологический процесс сборки шасси радиоприемника Условное обозначение сбороч. единицы № операции Норма штучного времени (ti ),мин Подготовительнозаключительное время Порядок подачи сборочных единиц к операции Д 1 0,25 10 12 2 0,65 15 12 3 0,45 10 12 Г 4 0,30 10 14 5 0,35 10 14 6 0,55 15 14 7 0,80 10 14 В 8 0,35 10 15 9 0,25 15 15 10 0,30 10 15 11 0,25 10 15 А В Г Д 16, 17,18,19,20 8, 9, 10, 11 4, 5, 6, 7 1, 2, 3 Б 12, 13, 14, 15 Б 12 3,25 25 16 13 0,85 10 16 14 5,10 30 16 15 0,75 10 16 А 16 0,75 10 17 17 0,25 10 18 18 0,75 10 19 19 1,25 15 20 20 3,55 20 - Итого - 21,00 265 -
Решение.
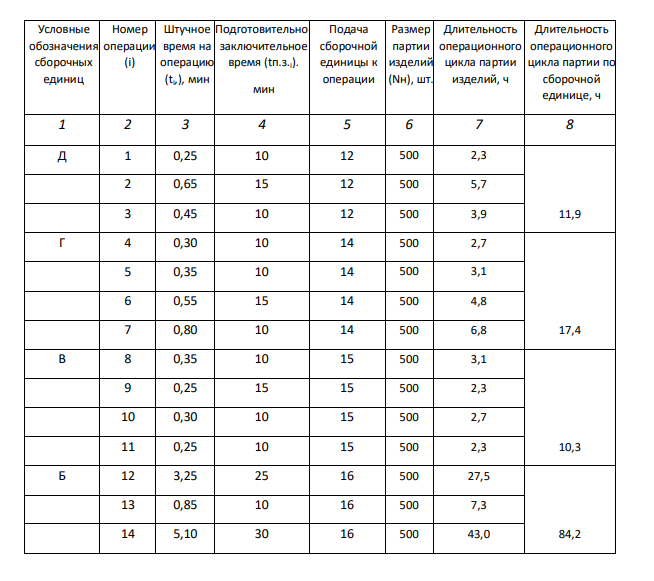
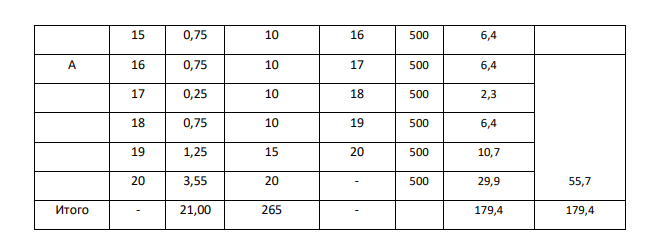
1. Определяем размер партии изделий по формуле: m i i m i п зi t t N 1 об 1 об . min (100 ) , где: об - коэффициента потерь рабочего времени на переналадку и текущий ремонт рабочих мест. Принимаем 2%. 408 _ шт, N 10000шт 3 21 (100 3) 265 min max В N N Полученный расчетом результат рассматривается как минимальная величина партии изделий. За максимальную величину можно принять месячную программу выпуска изделий (сборочных единиц). Таким образом, в результате проведенных расчетов устанавливаем пределы нормального размера партии изделий: . Nmin NH Nmax Предельные размеры партии изделий корректируются исходя из минимального размера. Корректировка начинается с установления удобопланируемого ритма (Rp) - периода чередования партий изделий. Если в месяце 20 день, то такими ритмами будут 20, 10, 5, 4, 2 и 1. Период чередования партий изделий рассчитывается по формуле , В р min Р N Д N R где: Др - число рабочих дней в месяце. 0,816 дня. 10000 20 408 р R Поскольку по расчету получается дробное число, то из ряда удобопланируемых ритмов выбираем ближайшее целое число, т. е. принятое значение периода чередования (RПР). Из удобопланируемых ритмов выбираем ближайшее значение RПР = 1 день. Далее в соответствии с принятым периодом чередования корректируем размер партии изделий по формуле: 500 _ шт. 20 10000 1 р B H пр Д N N R Выполняется условие 408 < 500 < 10000. Нормальный размер партии изделий должен быть кратным месячной программе выпуска (запуска) изделий. Число партий в месяц (X) определяем по формуле : 10000:500 20партий. NВ NH Таблица 2.2 Расчетная таблица процесса сборки шасси радиоприемника Условные обозначения сборочных единиц Номер операции (i) Штучное время на операцию (ti ,), мин Подготовительнозаключительное время (tп.з.i ). мин Подача сборочной единицы к операции Размер партии изделий (Nн), шт. Длительность операционного цикла партии изделий, ч Длительность операционного цикла партии по сборочной единице, ч 1 2 3 4 5 6 7 8 Д 1 0,25 10 12 500 2,3 11,9 2 0,65 15 12 500 5,7 3 0,45 10 12 500 3,9 Г 4 0,30 10 14 500 2,7 17,4 5 0,35 10 14 500 3,1 6 0,55 15 14 500 4,8 7 0,80 10 14 500 6,8 В 8 0,35 10 15 500 3,1 10,3 9 0,25 15 15 500 2,3 10 0,30 10 15 500 2,7 11 0,25 10 15 500 2,3 Б 12 3,25 25 16 500 27,5 84,2 13 0,85 10 16 500 7,3 14 5,10 30 16 500 43,0 15 0,75 10 16 500 6,4 А 16 0,75 10 17 500 6,4 55,7 17 0,25 10 18 500 2,3 18 0,75 10 19 500 6,4 19 1,25 15 20 500 10,7 20 3,55 20 - 500 29,9 Итого - 21,00 265 - 179,4 179,4


- С какой скоростью должен двигаться электрон, чтобы его импульс был равен импульсу фотона с длиной волны 500 нм. Дано: = 500нм = 500* 10-9м Найти: v
- Из общего количества работающих в организации была проведена 30%-ная случайная бесповторная выборка с целью определения затрат времени на проезд к месту работы. Затраты времени на проезд к месту работы, мин. Количество
- ле оплаты. Стоимость любой задачи на сайте - 50 руб. (Вы оплачиваете 45 руб. + 5 ии). Оплату можно осуществить с помощью платежного сервиса ЮМоney (с электронного 1oney (Яндекс Деньги) или с банковской карты). После совершения оплаты Вы вернетесь раницу (в некоторых браузерах страницу с
- Вычислить температуру кипения и температуру кристаллизации раствора, содержащего 12 г глюкозы (C6H1206) в 200 мл воды.
- Источник тока, имеющий ЭДС 15В и внутреннее сопротивление 0.4Ом, питает током 10 ламп сопротивлением по 240Ом и 5 ламп сопротивлением 145Ом каждая. Лампы соединены параллельно, сопротивление подводящих проводов 2.5Ом . Найти напряжение, под которым работают лампы.
- В середину однородного стержня массы М (см.рис.) попадает и застревает пуля массы m (m M). С какой угловой скоростью начнет вращаться вокруг горизонтальной неподвижной оси А стержень сразу после удара?
- В отчетном году себестоимость товарной продукции составила 450,2 тыс. руб. , что определило затраты на 1 руб. товарной продукции - 0,89 руб. В плановом году затраты на 1 руб. товарной продукции установлены в 0,85 руб. Объем производства продукции будет увеличен на 8%.
- Полная первоначальная стоимость основных средств на начало года составила 3700 млн. руб. В течение года введено в действие новых основных фондов на сумму 780 млн. руб. Выбыло за год основных средств по остаточной стоимости на сумму 83 млн. руб. (их первоначальная
- Температура верхних слоев Солнца равна 5,3 кК. Считая Солнце черным телс определить длину волны, которой соответствует максимальная спектралы плотность энергетической светимости Солнца. Дано: Т = 5,3кК = 5300К Найти: Am
- По данным органов государственной статистики получены следующие сведения, млрд. руб. : Валовой национальный доход Доходы от собственности, полученные от «остального мира» Доходы от собственности, переданные «остальному миру» Текущие трансферты,
- По правилу креста (диагонали) рассчитать объемы исходных растворов вещества V1 и V2 с соответствующими плотностями р1 и р2 для приготовления раствора объемом V3, и внести результаты в таблицу
- Имеются следующие данные по реализации товара на рынке города за два периода: Количество, шт. Цена, руб. Товары базисный пери- отчетный пери- базисный пери- отчетный пери- B Определите: од 440 620 360 од 350 650 640 од 1000 1200 1400 од
- Химические свойства Целлюлоза состоит из остатков молекул глюкозы, которая и образуется при гидролизе целлюлозы:
- Бревно массой m = 252 кг и длиной l = 3 м равномерно погружается в воду в вертикальном положении под действием силы F . В начальный момент нижний торец бревна касался поверхности воды.