
Нормирование основного времени (Решение → 233)
Заказ №39301
Нормирование основного времени
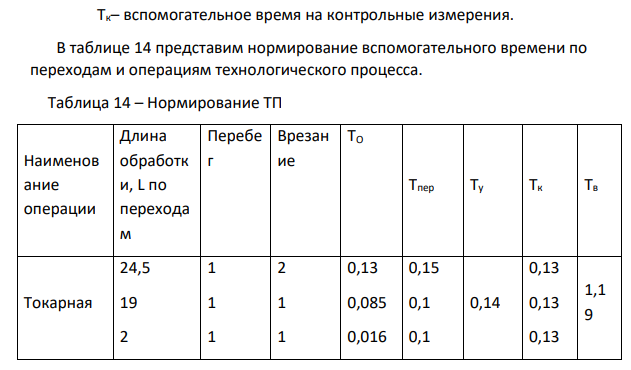
Общая норма времени на механическую обработку одной заготовки определяется по формуле [5. стр.94]: Т Т Т Т Т шт о в обс. отд (8) где То – технологическое основное время, мин. Тв – вспомогательное время, мин. Тобс. – время на обслуживание рабочего места, мин. Тотд. – время на отдых и естественные надобности. Инв. № подп Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата Лист АМК.15.02.08 ТМ.КП 451 Лист Изм. № докум. Подп. Дата Основное технологическое время рассчитывается по формуле, имеющей общий вид: 0 cт ст L i Т , n s (9) где L – расчетная длина рабочего хода режущего инструмента, L=L1+l1+l2 L1-длина обработки; l1-величина врезания; l2-величина перебега i – число рабочих ходов; nст – частота вращения шпинделя станка, принятая по паспорту станка; sст – подача по паспортным данным станка. По каждой операции рассчитываем основное технологическое время в соответствии с рекомендациями. Вспомогательное время на технологическую операцию определим по формуле [5, стр.92]: Т Т Т Т в у пер к (10) где Ту– вспомогательное время на установку и снятие детали, мин . Тпер– вспомогательное время, связанное с переходом; Тк– вспомогательное время на контрольные измерения. В таблице 14 представим нормирование вспомогательного времени по переходам и операциям технологического процесса.


- Определение норм времени на точение детали Тшт=Тосн+Тв+Торг+Тто+Тпер,,
- Расчёт оборудования 9.1 Определение норм времени
- Выбор и описание измерительных средств
- Найти доверительный интервал для доли работающих в ОАО «Сибтранс», не удовлетворенных условиями труда (доверительная вероятность 0,95). Из 917 работающих на предприятии было опрошено 238 человек, из них 93 были не удовлетворены условиями труда.
- На основании предыдущей задачи определить средний уровень ряда: а) 50,2 б) 53,4 в) 60,2 г) 62,4
- На основании предыдущего ряда определить медиану ряда: а) 26 б) 24 в) 18 г) 20
- Выбор и описание станочных приспособлений
- Виды брака, причины и пути устранения при обработке детали
- Пути повышения эффективности использования рабочего времени
- Трудовые факторы и их влияние на эффективность рабочего времени
- Основные виды и методы изучения затрат рабочего времени
- Разработка планировки проектируемого участка
- Расчет численности производственного персонала
- Определение потребного числа технологического оборудования