
Ирина Эланс
Задача №2, Вариант №5: Нестабилизированный теплообмен в пленке жидкости. Г=180, ГУ 1 рода. (Решение → 5713)
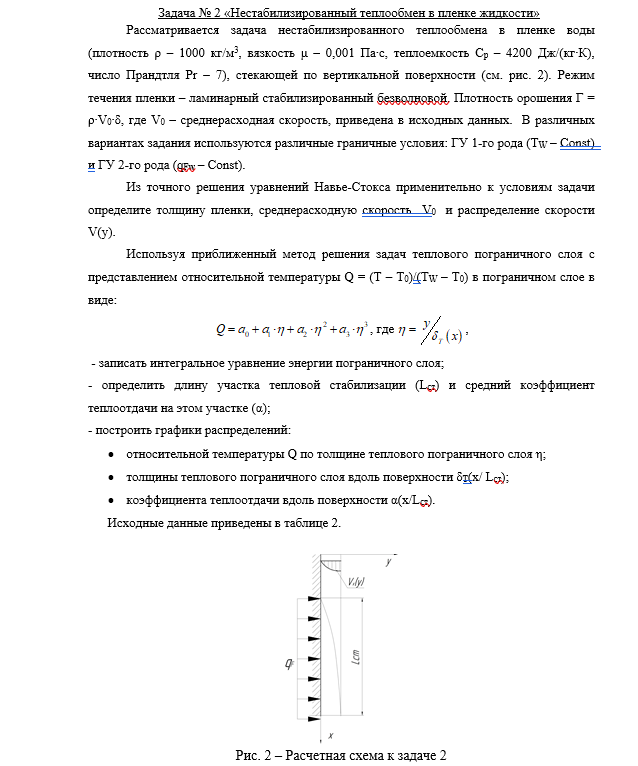
Задача №2, Вариант №5: Нестабилизированный теплообмен в пленке жидкости. Г=180, ГУ 1 рода.
Снимок экрана (79).png


- Задача №2. Расчёт и планировка поточной линии. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентированные перерывы.Рассчитать потребное число рабочих мест ωi и их загрузку по операциям технологического процесса.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии:а) для рабочего конвейера: шаг конвейера lо, скорость движения транспортёра ν, длина рабочих зон по операциям lрi , длина дополнительной (резервной) зоны lдоп для одной наименее трудоёмкой операции при условии колебаний фактического времени выполнения в её пределах (0.8…1.3)tшт , длина рабочего участка линии lраб и общая длина транспортёра lобщ; длительность производственного цикла; “косой график”;б) для распределительного конвейера: шаг конвейера lо, скорость движения транспортёра ν, необходимый комплект разметочных знаков (период) П , длина рабочего участка линии lраб и общая длина транспортёра lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии); длительность производственного цикла; “косой график”;в) для поточной линии: регламент поточной линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационный оборотных заделов Z; эпюра межоперационных оборотных заделов на линии.Скомпоновать и начертить в масштабе схему планировки, выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.Определить потребное количество основных рабочих на лини, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади. Исходные данные к задаче:Вариант: 37 Изделие – Шестерня повышающей передачи промежуточного вала,Программа запуска – 240 шт. в смену,Время регламентных перерывов – 0 мин. в смену,Вес изделия – 4,6 кг,Габариты изделия – D 120 мм Технологические процессы обработки с нормами времени по операциям:№Наименование операцииТип оборудованияРаз-рядНорма времени tшт, мин1Черновое обтачивание и растачиваниеТокарно-винторезный IК62II8,32Чистовое обтачивание и растачиваниеТот жеII7,93Фрезерование зубаЗубофрезный 5310III10,54Зачистка заусенцевВерстакII5,755Фрезерование канавкиГоризонтально-фрезерный 6Н82III5,86Сверление отверстий, равнорасположенных по окружностиВертикально-сверлильный 2А135II3,87КонтрольКонтрольный столIV2,8 Продолжительность смены – 8ч, режим работы – 1 смена.
- Задача №2. Расчёт и планировка поточной линии. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентированные перерывы.Рассчитать потребное число рабочих мест ωi и их загрузку по операциям технологического процесса.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии:а) для рабочего конвейера: шаг конвейера lо, скорость движения транспортёра ν, длина рабочих зон по операциям lрi , длина дополнительной (резервной) зоны lдоп для одной наименее трудоёмкой операции при условии колебаний фактического времени выполнения в её пределах (0.8…1.3)tшт , длина рабочего участка линии lраб и общая длина транспортёра lобщ; длительность производственного цикла; “косой график”;б) для распределительного конвейера: шаг конвейера lо, скорость движения транспортёра ν, необходимый комплект разметочных знаков (период) П , длина рабочего участка линии lраб и общая длина транспортёра lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии); длительность производственного цикла; “косой график”;в) для поточной линии: регламент поточной линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационный оборотных заделов Z; эпюра межоперационных оборотных заделов на линии.Скомпоновать и начертить в масштабе схему планировки, выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.Определить потребное количество основных рабочих на лини, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади. Исходные данные к задаче:Вариант: 38 Изделие – Шестерня повышающей передачи промежуточного вала,Программа запуска – 160 шт. в смену,Время регламентных перерывов – 0 мин. в смену,Вес изделия – 5,3 кг,Габариты изделия – D 135 мм Технологические процессы обработки с нормами времени по операциям:№Наименование операцииТип оборудованияРаз-рядНорма времени tшт, мин1Черновое обтачивание и растачиваниеТокарно-винторезный IК62II9,12Чистовое обтачивание и растачиваниеТот жеII8,93Фрезерование зубаЗубофрезный 5310III21,54Зачистка заусенцевВерстакII6,05Фрезерование канавкиГоризонтально-фрезерный 6Н82III5,96Сверление отверстий, равнорасположенных по окружностиВертикально-сверлильный 2А135II5,97КонтрольКонтрольный столIV3,0 Продолжительность смены – 8ч, режим работы – 1 смена.
- Задача №2. Расчёт и планировка поточной линии. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентированные перерывы.Рассчитать потребное число рабочих мест ωi и их загрузку по операциям технологического процесса.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии:а) для рабочего конвейера: шаг конвейера lо, скорость движения транспортёра ν, длина рабочих зон по операциям lрi , длина дополнительной (резервной) зоны lдоп для одной наименее трудоёмкой операции при условии колебаний фактического времени выполнения в её пределах (0.8…1.3)tшт , длина рабочего участка линии lраб и общая длина транспортёра lобщ; длительность производственного цикла; “косой график”;б) для распределительного конвейера: шаг конвейера lо, скорость движения транспортёра ν, необходимый комплект разметочных знаков (период) П , длина рабочего участка линии lраб и общая длина транспортёра lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии); длительность производственного цикла; “косой график”;в) для поточной линии: регламент поточной линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационный оборотных заделов Z; эпюра межоперационных оборотных заделов на линии.Скомпоновать и начертить в масштабе схему планировки, выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.Определить потребное количество основных рабочих на лини, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади. Исходные данные к задаче:Вариант: 39 Изделие – Шестерня повышающей передачи промежуточного вала,Программа запуска – 120 шт. в смену,Время регламентных перерывов – 0 мин. в смену,Вес изделия – 6 кг,Габариты изделия – D 140 мм Технологические процессы обработки с нормами времени по операциям:№Наименование операцииТип оборудованияРаз-рядНорма времени tшт, мин1Черновое обтачивание и растачиваниеТокарно-винторезный IК62II10,02Чистовое обтачивание и растачиваниеТот жеII10,03Фрезерование зубаЗубофрезный 5310III25,04Зачистка заусенцевВерстакII6,55Фрезерование канавкиГоризонтально-фрезерный 6Н82III7,06Сверление отверстий, равнорасположенных по окружностиВертикально-сверлильный 2А135II5,57КонтрольКонтрольный столIV3,1 Продолжительность смены – 8ч, режим работы – 1 смена.
- Задача №2. Расчёт и планировка поточной линии. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентированные перерывы.Рассчитать потребное число рабочих мест ωi и их загрузку по операциям технологического процесса.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии:а) для рабочего конвейера: шаг конвейера lо, скорость движения транспортёра ν, длина рабочих зон по операциям lрi , длина дополнительной (резервной) зоны lдоп для одной наименее трудоёмкой операции при условии колебаний фактического времени выполнения в её пределах (0.8…1.3)tшт , длина рабочего участка линии lраб и общая длина транспортёра lобщ; длительность производственного цикла; “косой график”;б) для распределительного конвейера: шаг конвейера lо, скорость движения транспортёра ν, необходимый комплект разметочных знаков (период) П , длина рабочего участка линии lраб и общая длина транспортёра lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии); длительность производственного цикла; “косой график”;в) для поточной линии: регламент поточной линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационный оборотных заделов Z; эпюра межоперационных оборотных заделов на линии.Скомпоновать и начертить в масштабе схему планировки, выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.Определить потребное количество основных рабочих на лини, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади. Исходные данные к задаче:Вариант: 53 Изделие – Сателлит,Программа запуска – 250 шт. в смену,Время регламентных перерывов – 30 мин. в смену,Вес изделия – 2,8 кг,Габариты изделия – D 90 мм Технологические процессы обработки с нормами времени по операциям:№Наименование операцииТип оборудованияРаз-рядНорма времени tшт, мин1Подрезка торцов, растачивание отверстияТокарно – револьверный 1П365II3,72Черновое обтачиваниеТокарно-винторезный IК62II3,83Чистовое обтачивание и растачиваниеТот жеII3,44Фрезерование зубаЗубофрезерный 5310III10,65Зачистка заусенцевВерстакII1,76Фрезерование канавкиГоризонтально-фрезерный 6Н82III5,27КонтрольКонтрольный столIV1,2 Продолжительность смены – 8ч, режим работы – 1 смена.
- Задача №2. Расчёт и планировка поточной линии. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентированные перерывы.Рассчитать потребное число рабочих мест ωi и их загрузку по операциям технологического процесса.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии:а) для рабочего конвейера: шаг конвейера lо, скорость движения транспортёра ν, длина рабочих зон по операциям lрi , длина дополнительной (резервной) зоны lдоп для одной наименее трудоёмкой операции при условии колебаний фактического времени выполнения в её пределах (0.8…1.3)tшт , длина рабочего участка линии lраб и общая длина транспортёра lобщ; длительность производственного цикла; “косой график”;б) для распределительного конвейера: шаг конвейера lо, скорость движения транспортёра ν, необходимый комплект разметочных знаков (период) П , длина рабочего участка линии lраб и общая длина транспортёра lобщ; разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии); длительность производственного цикла; “косой график”;в) для поточной линии: регламент поточной линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационный оборотных заделов Z; эпюра межоперационных оборотных заделов на линии.Скомпоновать и начертить в масштабе схему планировки, выбранной поточной линии, использовав условные обозначения станков. Определить величину производственной площади.Определить потребное количество основных рабочих на лини, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади. Исходные данные к задаче:Вариант: 83 Изделие – Корпус насоса,Программа запуска – 310 шт. в смену,Время регламентных перерывов – 30 мин. в смену,Вес изделия – 8 кг,Габариты изделия – 230 x 230 мм Технологические процессы обработки с нормами времени по операциям:№Наименование операцииНорма времени tшт, мин1Запрессовать в корпус насоса шарикоподшипник1,42Запрессовать валик в сборе во внутреннее кольцо подшипника1,53Напрессовать на выступающий конец валика насоса шарикоподшипник, установить упорное кольцо1,44Вложить шпонку в шпоночную канавку на валике, поставить шкив, одеть шайбу и затянуть гайку2,85Поставить шплинт и расшплинтовать, ввернуть маслёнку1,456Поставить на передний торец корпуса прокладку, крышку и ввернуть болты4,37Контроль1,2 Продолжительность смены – 8ч, режим работы – 1 смена.
- Задача № 2. РАСЧЁТ И ПЛАНИРОВКА ПОТОЧНОЙ ЛИНИИ. Содержание задачи. 1. Определить такт работы поточной линии к при заданном объёме выпуска изделий, учитывая при этом регламентные перерывы. 2. Рассчитать потребное количество рабочих Сi и их загрузку по операциям технологического цикла. 3. Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств. 4. Выполнить необходимые расчёты, определяющие компоновку и условия работы линии: а) для рабочего конвейера: шаг конвейера l0, скорость движения транспортёра v, длина рабочих зон по операциям lр, длина дополнительной (резервной) зоны lдоп для одной наиболее трудоёмкой операции при условии колебания фактического времени выполнения её в пределах (0,8÷1,3) tшт, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, длительность производственного цикла, «косой график » . б) для распределительного конвейера: шаг конвейера l0, скорость движения транспортёра v, необходимый комплект разметочных знаков (период) П, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии), длительность производственного цикла, «косой график » . в) для прямоточной линии: регламент работы линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационных оборотных заделов Z, эпюра межоперационных оборотных заделов на линии. 5. Скомпоновать и вычертить в масштабе схему планировки выбранной поточной линии. Определить величину производственной площади. 6. Определить потребное количество основных рабочих на линии, учитывая возможное совмещение профессий (и операций). 7. Определить сменную выработку на одного рабочего и один квадратный метр производственной площади
- Задача № 2. РАСЧЁТ И ПЛАНИРОВКА ПОТОЧНОЙ ЛИНИИ.Содержание задачи.Определить такт работы поточной линии к при заданном объёме выпуска изделий, учитывая при этом регламентные перерывы.Рассчитать потребное количество рабочих Сi и их загрузку по операциям технологического цикла.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии: а) для рабочего конвейера: шаг конвейера l0, скорость движения транспортёра v, длина рабочих зон по операциям lр, длина дополнительной (резервной) зоны lдоп для одной наиболее трудоёмкой операции при условии колебания фактического времени выполнения её в пределах (0,8÷1,3) tшт, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, длительность производственного цикла, «косой график » . б) для распределительного конвейера: шаг конвейера l0, скорость движения транс- портёра v,необходимый комплект разметочных знаков (период) П, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, разметка конвейера и закреп- ление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии), длительность производственного цикла, «косой график » . в) для прямоточной линии: регламент работы линии, период комплектования выра- ботки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационных оборотных заделов Z, эпюра межоперационных оборотных заделов на линии.Скомпоновать и вычертить в масштабе схему планировки выбранной поточной линии. Определить величину производственной площади.Определить потребное количество основных рабочих на линии, учитывая возможное совмещение профессий (и операций).Определить сменную выработку на одного рабочего и один квадратный метр производственной площади.Данные к решению задачи.Технологический процесс обработки с нормами времени по операциям приведён в таблице «Исходные данные к задаче № 2 » (в соответствии с номером варианта).Продолжительность смены – 8 часов, режим работы – 1 смена.ГАБАРИТНЫЕ РАЗМЕРЫ СТАНКОВ.№ п/пНаименованиеМодельГабариты, мм1Токарно-винторезный1К623107х1323х11332Токарно-револьверный1П3653320х1565х17553Токарный полуавтомат17313500х1650х18254Вертикально-сверлильный2А1351240х816х25635Радиально-сверлильный2А552500х1000х32656Универсально-фрезерный6Н822100х1740х16157Горизонтально-фрезерный6М80Е1720х1785х15758Вертикально-фрезерный6Н132370х2140х22459Зубофрезерный универсальный53101562х925х170010Зубодолбёжный5А121235х1025х172511Зубозакругляющий55821825х1500х180012Плоскошлифовальный3Б7402056х1565х153513Вертикально-сверлильный2Б118727х625х196014Пресс кривошипный 10 т–––––1500х160015Верстак «контрольный стол » –––––1200х800
- Задача №1 Расчет производственного цикла. Рассчитать длительность технологических циклов простого процесса при последовательном, последовательно-параллельном и параллельном видах движения партий деталей.Рассчитать длительность производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном видах движения, приняв среднюю длительность межоперационных перерывов : при последовательном виде движения – 90 мин., при параллельно-последовательном – 30 мин., при параллельном – 5 мин. (в расчете на передаточную партию).Построить в масштабе графики производственных циклов простого процесса при различных видах движения партии и определить погрешность графического построения в процентах. Сопоставить длительность технологических и производственных циклов простого процесса при различных видах движения партии и сделать выводы о влиянии видов движения (характере передач) на длительность технологического и производственного циклов. Исходные данные к задаче:Вариант: 68Величина партии деталей обработочная n = 120 штукВеличина партии деталей транспортная = 20 штукКоличество смен № операции С (фронт работ)12,0122,8134,2343,0251,5163,7377,2181,51
- Задача №1 Расчет производственного цикла. Рассчитать длительность технологических циклов простого процесса при последовательном, последовательно-параллельном и параллельном видах движения партий деталей.Рассчитать длительность производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном видах движения, приняв среднюю длительность межоперационных перерывов : при последовательном виде движения – 90 мин., при параллельно-последовательном – 30 мин., при параллельном – 5 мин. (в расчете на передаточную партию).Построить в масштабе графики производственных циклов простого процесса при различных видах движения партии и определить погрешность графического построения в процентах. Сопоставить длительность технологических и производственных циклов простого процесса при различных видах движения партии и сделать выводы о влиянии видов движения (характере передач) на длительность технологического и производственного циклов. Исходные данные к задаче:Вариант: 70Величина партии деталей обработочная n = 80 штукВеличина партии деталей транспортная = 20 штукКоличество смен № операции С (фронт работ)13,3126,1232,3145,4251,9162,4170,71
- Задача №1 Расчет производственного цикла. Рассчитать длительность технологических циклов простого процесса при последовательном, последовательно-параллельном и параллельном видах движения партий деталей.Рассчитать длительность производственных циклов простого процесса при последовательном, параллельно-последовательном и параллельном видах движения, приняв среднюю длительность межоперационных перерывов : при последовательном виде движения – 90 мин., при параллельно-последовательном – 30 мин., при параллельном – 5 мин. (в расчете на передаточную партию).Построить в масштабе графики производственных циклов простого процесса при различных видах движения партии и определить погрешность графического построения в процентах. Сопоставить длительность технологических и производственных циклов простого процесса при различных видах движения партии и сделать выводы о влиянии видов движения (характере передач) на длительность технологического и производственного циклов. Исходные данные к задаче:Вариант: 83Величина партии деталей обработочная n = 1750 штукВеличина партии деталей транспортная = 250 штукКоличество смен № операции С (фронт работ)12,9121,8133,3142,0151,2162,5170,91
- Задача № 1. РАСЧЁТ ПРОИЗВОДСТВЕННОГО ЦИКЛА.Содержание задачи.1. Рассчитать длительность технологического цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей в производстве.2. Рассчитать длительность производственного цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей, приняв среднюю длительность межоперационных перерывов : при последовательном виде движения партии – 90 мин, при параллельно-последовательном – 30 мин, при параллельном – 5 мин (в расчёте на передаточную партию).3. Построить в масштабе графики производственного цикла простого процесса при различных видах движения партии и определить погрешность графического построения в процентах.4. Сопоставить длительность технологического и производственного циклов простого процесса при различных видах движения партии и сделать выводы о влиянии вида движения (характере передач) на длительность технологического и производственного циклов.Данные к решению задачи.I. Технологический процесс с нормами времени и фронтом работ С по операциям приведён в таблице «Исходные данные к задаче № 1 » (в соответствии с номером варианта).II. Продолжительность смены – 8 часов, режим работы участка – 2 смены. Величина партии деталейОбработочная80Транспортная20Технологический процесс обработки№ операции С13,2126,6232,7145,9151,4160,91
- Задача №1 «Расчет производственного цикла » Содержание задачи:Рассчитать длительность технологического цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей в производстве.Рассчитать длительность производственного цикла простого процесса при последовательном, параллельном и параллельно-последовательном видах движения партии деталей, приняв среднюю длительность межоперационных перерывов tмо: при последовательном виде движения партии – 90 мин, при параллельно-последовательном – 30 мин, при параллельном – 5 мин (в расчёте на передаточную партию).Построить в масштабе графики производственного цикла простого процесса при различных видах движения партии и определить погрешность графического построения в процентах.Сопоставить длительность технологического и производственного циклов простого процесса при различных видах движения партии и сделать выводы о влиянии вида движения (характере передач) на длительность технологического и производственного циклов. Исходные данные:Величина обработочной партии деталей: N = 60Величина транспортной (передаточной) партии деталей: N = 12Продолжительность смены Тсм = 8 часовРежим работы S = 2 сменыДлительность межоперационных перерывов:tMO посл = 90 минtMO посл-пар = 30 минtMO пар = 5 мин Задача №2 «Расчёт и планировка поточной линии » Содержание задачи. Определить такт работы поточной линии r при заданном объёме выпуска изделий, учитывая при этом регламентные перерывы.Рассчитать потребное количество рабочих Сi и их загрузку по операциям технологического цикла.Выбрать тип поточной линии, наиболее соответствующей условиям производства, и вид транспортных средств.Выполнить необходимые расчёты, определяющие компоновку и условия работы линии: а) для рабочего конвейера: шаг конвейера l0, скорость движения транспортёра v, длина рабочих зон по операциям lр, длина дополнительной (резервной) зоны lдоп для одной наиболее трудоёмкой операции при условии колебания фактического времени выполнения её в пределах (0,8÷1,3) tшт, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, длительность производственного цикла, «косой график » . б) для распределительного конвейера: шаг конвейера l0, скорость движения транспортёра v, необходимый комплект разметочных знаков (период) П, длина рабочего участка линии Lраб и общая длина транспортёра Lобщ, разметка конвейера и закрепление знаков за рабочими местами по операциям технологического процесса (в виде таблицы и на схеме планировки линии), длительность производственного цикла, «косой график » . в) для прямоточной линии: регламент работы линии, период комплектования выработки (ритм работы линии) R, график загрузки рабочих мест на линии с учётом возможного совмещения обслуживания и максимальной загрузки оборудования, величина межоперационных оборотных заделов Z, эпюра межоперационных оборотных заделов на линии.Скомпоновать и вычертить в масшта
- Задача №1 «Расчёт электрических цепей постоянного тока. 1.1. В соответствии с номером варианта домашнего задания, нарисовать заданную схему и выписать исходные числовые данные из таблицы, приведенной в приложении 1. 1.2. Для заданной схемы составить систему уравнений по законам Кирхгофа, подставить в нее числовые значения, соответствующие рассматриваемому варианту задания, и, используя компьютер, определить все токи в ветвях схемы. 1.3. Записать уравнение баланса мощностей для исходной схемы, подставить известные числовые значения и оценить относительную погрешность расчета. 1.4. Для исходной схемы составить систему уравнений по методу контурных токов, подставить числовые значения и, используя компьютер, определить все токи в ветвях исходной схемы. 1.5. Преобразовать исходную электрическую цепь в эквивалентную, заменив пассивный треугольник резисторов R4, R5, R6 эквивалентной звездой. Начертить полученную цепь с эквивалентной звездой и показать на ней токи. Рассчитать полученную цепь, используя метод межузлового напряжения (метод двух узлов). Определить все токи, соответствующие первоначальной схеме. 1.6. Определить ток в резисторе R6 методом эквивалентного генератора. Сопоставить полученное значение этого тока с результатами расчета его другими методами. 1.7. Определить показание вольтметра, указанного в исходной схеме. 1.8. Рассчитать и построить потенциальную диаграмму для внешнего контура исходной схемы. 1.9. Сопоставить рассмотренные методы расчета электрических цепей, сделать соответствующие выводы.
- Задача № 21. Оценить статьи затрат на систему. зачтено Условие: Задача № 21. Оценить статьи затрат на систему 1. Исходные данные - Структурная схема и принцип действия ГАС “Контур”, - Методические рекомендации по решению задачи. 2. Метод решения (принятия проектного решения) Синтез искомого решения методом профессионально-логического анализа условий задачи, определённых методическими указаниями.