Программа "Зубофрезерный станок" (" GEAR HOBBING MACHINE ")
Программа "Зубофрезерный станок" (" GEAR HOBBING MACHINE ")
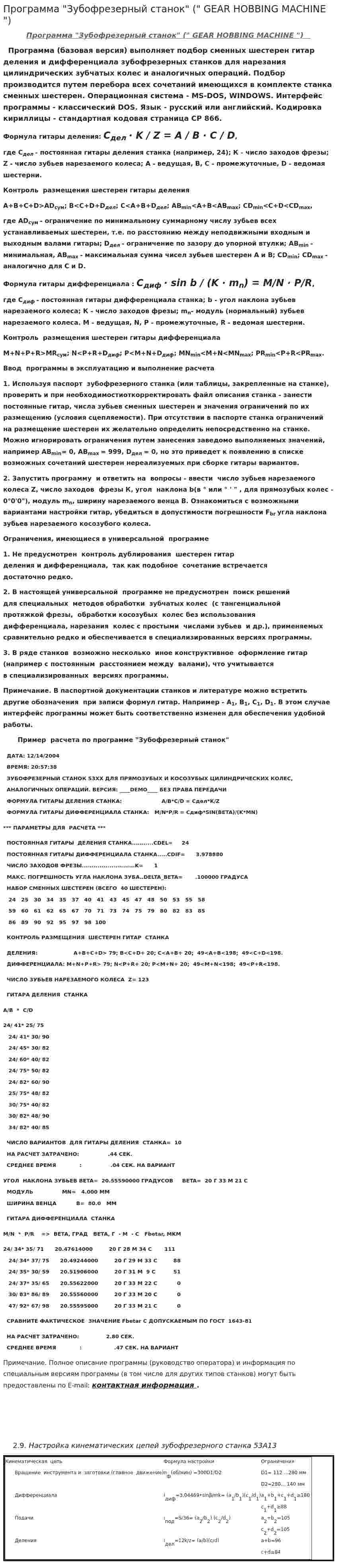
Программа (базовая версия) выполняет подбор сменных шестерен гитар деления и дифференциала зубофрезерных станков для нарезания цилиндрических зубчатых колес и аналогичных операций. Подбор производится путем перебора всех сочетаний имеющихся в комплекте станка сменных шестерен. Операционная система - MS-DOS, WINDOWS. Интерфейс программы - классический DOS. Язык - русский или английский. Кодировка кириллицы - стандартная кодовая страница CP 866.
Формула гитары деления: Сдел · K / Z = A / B · C / D,
где Сдел - постоянная гитары деления станка (например, 24); К - число заходов фрезы; Z - число зубьев нарезаемого колеса; A - ведущая, B, C - промежуточные, D - ведомая шестерни.
Контроль размещения шестерен гитары деления
A+B+C+D>ADсум; B<C+D+Dдел; C<A+B+Dдел; ABmin<A+B<ABmax; CDmin<C+D<CDmax,
где ADсум - ограничение по минимальному суммарному числу зубьев всех устанавливаемых шестерен, т.е. по расстоянию между неподвижными входным и выходным валами гитары; Dдел - ограничение по зазору до упорной втулки; ABmin - минимальная, ABmax - максимальная сумма чисел зубьев шестерен A и B; CDmin; CDmax - аналогично для C и D.
Формула гитары дифференциала : Сдиф · sin b / (K · mn) = M/N · P/R,
где Сдиф - постоянная гитары дифференциала станка; b - угол наклона зубьев нарезаемого колеса; К - число заходов фрезы; mn- модуль (нормальный) зубьев нарезаемого колеса. M - ведущая, N, P - промежуточные, R - ведомая шестерни.
Контроль размещения шестерен гитары дифференциала
M+N+P+R>MRсум; N<P+R+Dдиф; P<M+N+Dдиф; MNmin<M+N<MNmax; PRmin<P+R<PRmax.
Ввод программы в эксплуатацию и выполнение расчета
1. Используя паспорт зубофрезерного станка (или таблицы, закрепленные на станке), проверить и при необходимостиоткорректировать файл описания станка - занести постоянные гитар, числа зубьев сменных шестерен и значения ограничений по их размещению (условия сцепляемости). При отсутствии в паспорте станка ограничений на размещение шестерен их желательно определить непосредственно на станке. Можно игнорировать ограничения путем занесения заведомо выполняемых значений, например ABmin= 0, ABmax = 999, Dдел = 0, но это приведет к появлению в списке возможных сочетаний шестерен нереализуемых при сборке гитары вариантов.
2. Запустить программу и ответить на вопросы - ввести число зубьев нарезаемого колеса Z, число заходов фрезы К, угол наклона b(в ° или ° ' " , для прямозубых колес - 0°0'0"), модуль mn, ширину нарезаемого венца B. Ознакомиться с возможными вариантами настройки гитар, убедиться в допустимости погрешности Fbr угла наклона зубьев нарезаемого косозубого колеса.
Ограничения, имеющиеся в универсальной программе
1. Не предусмотрен контроль дублирования шестерен гитар деления и дифференциала, так как подобное сочетание встречается достаточно редко.
2. В настоящей универсальной программе не предусмотрен поиск решений для специальных методов обработки зубчатых колес (с тангенциальной протяжкой фрезы, обработки косозубых колес без использования дифференциала, нарезания колес с простыми числами зубьев и др.), применяемых сравнительно редко и обеспечивается в специализированных версиях программы.
3. В ряде станков возможно несколько иное конструктивное оформление гитар (например с постоянным расстоянием между валами), что учитывается в специализированных версиях программы.
Примечание. В паспортной документации станков и литературе можно встретить другие обозначения при записи формул гитар. Например - A1, B1, С1, D1. В этом случае интерфейс программы может быть соответственно изменен для обеспечения удобной работы.
Пример расчета по программе "Зубофрезерный станок"
ДАТА: 12/14/2004
ВРЕМЯ: 20:57:38
ЗУБОФРЕЗЕРНЫЙ СТАНОК 53XX
ДЛЯ ПРЯМОЗУБЫХ И КОСОЗУБЫХ
ЦИЛИНДРИЧЕСКИХ КОЛЕС,
АНАЛОГИЧНЫХ ОПЕРАЦИЙ.
ВЕРСИЯ: ____DEMO____ БЕЗ ПРАВА
ПЕРЕДАЧИ
ФОРМУЛА ГИТАРЫ ДЕЛЕНИЯ
СТАНКА: A/B*C/D = Cдел*K/Z
ФОРМУЛА ГИТАРЫ ДИФФЕРЕНЦИАЛА
СТАНКА: M/N*P/R = Cдиф*SIN(BETA)/(K*MN)
*** ПАРАМЕТРЫ ДЛЯ РАСЧЕТА ***
ПОСТОЯННАЯ ГИТАРЫ
ДЕЛЕНИЯ СТАНКА...........CDEL=
ПОСТОЯННАЯ ГИТАРЫ
ДИФФЕРЕНЦИАЛА СТАНКА.....CDIF= 3.978880
ЧИСЛО ЗАХОДОВ ФРЕЗЫ.........................
МАКС. ПОГРЕШНОСТЬ УГЛА
НАКЛОНА ЗУБА..DELTA_BETA= .100000
ГРАДУСА
НАБОР СМЕННЫХ ШЕСТЕРЕН (ВСЕГО 40
ШЕСТЕРЕН):
24 25 30 34 35 37 40 41 43 45 47 48 50 53 55 58
59 60 61 62 65 67 70 71 73 74 75 79 80 82 83 85
86 89 90 92 95 97 98 100
КОНТРОЛЬ РАЗМЕЩЕНИЯ ШЕСТЕРЕН ГИТАР СТАНКА
ДЕЛЕНИЯ: A+B+C+D> 79; B<C+D+ 20;
C<A+B+ 20; 49<A+B<198; 49<C+D<198.
ДИФФЕРЕНЦИАЛА: M+N+P+R> 79; N<P+R+ 20; P<M+N+
20; 49<M+N<198; 49<P+R<198.
ЧИСЛО ЗУБЬЕВ НАРЕЗАЕМОГО КОЛЕСА Z= 123
ГИТАРА ДЕЛЕНИЯ СТАНКА
A/B * C/D
24/ 41* 25/ 75
24/ 41* 30/ 90
24/ 45* 30/ 82
24/ 60* 40/ 82
24/ 75* 50/ 82
24/ 82* 60/ 90
25/ 75* 48/ 82
30/ 75* 40/ 82
30/ 82* 48/ 90
34/ 82* 40/ 85
ЧИСЛО ВАРИАНТОВ
ДЛЯ ГИТАРЫ ДЕЛЕНИЯ
СТАНКА= 10
НА РАСЧЕТ ЗАТРАЧЕНО: .44
СЕК.
СРЕДНЕЕ ВРЕМЯ : .04 СЕК.
НА ВАРИАНТ
УГОЛ
НАКЛОНА ЗУБЬЕВ BETA= 20.55590000
ГРАДУСОВ BETA= 20 Г 33 М
21 С
МОДУЛЬ MN= 4.000 MM
ШИРИНА ВЕНЦА B= 80.0 MM
ГИТАРА ДИФФЕРЕНЦИАЛА СТАНКА
M/N * P/R => BETA, ГРАД BETA, Г - М - С Fbetar, MKM
24/ 34* 35/ 71 20.47614000 20
Г 28 М 34 С 111
24/ 34* 37/ 75 20.49244000 20 Г 29
М 33 С 88
24/ 35* 30/ 59 20.51906000 20 Г 31
М 9 С 51
24/ 37* 35/ 65 20.55622000 20 Г 33
М 22 С 0
30/ 83* 86/ 89 20.55560000 20 Г 33
М 20 С 0
47/ 92* 67/ 98 20.55595000 20 Г 33
М 21 С 0
СРАВНИТЕ ФАКТИЧЕСКОЕ ЗНАЧЕНИЕ Fbetar С ДОПУСКАЕМЫМ ПО ГОСТ 1643-81
НА РАСЧЕТ ЗАТРАЧЕНО:
СРЕДНЕЕ ВРЕМЯ :
Примечание. Полное
описание программы (руководство оператора) и
информация по специальным версиям программы
(в том числе для других типов станков) могут быть
предоставлены по E-mail: контактная
информация .
2.9. Настройка кинематических цепей зубофрезерного станка 53А13
|


- Программа и методика испытаний грузозахватывающего устройства ричстакера
- Программа и методика исследований
- Программа и методы социологических исследований
- Программа информатизации начальной школы
- Программа искусственного интеллекта «Элиза»
- Программа "Истоки"
- Программа «Консультант Плюс»
- Программа для конструкторской подготовки T-Flex CAD 2D
- Программа для работы с графикой «Компас-3D»
- Программа добровольцев ООН
- Программа Добровольцев ООН
- Программа «Документооборот» (СЭД)
- Программа Жемчуг исканий
- Программа защиты свидетелей в России