
На участке осуществляется сборка электродвигателя. Технологический процесс сборки представлен в таблице 1. Структурная схема сборки электродвигателя представлена на рис. 3.2. (Решение → 11466)
Заказ №38659
На участке осуществляется сборка электродвигателя. Технологический процесс сборки представлен в таблице 1. Структурная схема сборки электродвигателя представлена на рис. 3.2. Месячная программа выпуска составляет 1500 шт. Количество рабочих дней в месяце – 21. Режим работы - двухсменный. Продолжительность рабочей смены – 8 часов. Время на плановые ремонты и переналадку рабочих мест составляет 3%. Определить ─ размер партии изделий; ─ установить удобопланируемые ритмы запуска партий изделий в производство; ─ построить цикловой график сборки изделия с учетом загрузки рабочих мест; ─ длительность цикла сборки электродвигателя; ─ рассчитать опережение запуска-выпуска сборочных единиц электродвигателя. Таблица 1 Технологический процесс сборки электродвигателя Условные обозначения сборочной единицы Номер операции (i) Норма штучного времени (ti), мин. Коэффициент выполнения норм времени (Кв) Норма времени с учетом коэффициента Кв (t’i), мин Подготовительнозаключительное время (tп.з.i,), мин Подача сборочных единиц к операции, шт. 220 В 1 13,5 1,06 12,7 10 6 2 11,4 1,06 10,8 15 6 Б 3 11,5 1,15 10,0 15 7 4 12,4 1,05 11,8 15 7 5 3,7 1,04 3,6 20 8 А 6 7,5 1,05 7,1 10 - 7 6,3 1,06 5,9 15 - 8 12,7 1,08 11,8 20 - ИТОГО - 79,0 1,07 73,7 120 - Решение. 1. Определяем размер партии изделий по формуле: m i i m i п зi t t N 1 об 1 об . min (100 ) , где: об - коэффициента потерь рабочего времени на переналадку и текущий ремонт рабочих мест (3%). 52шт, N 1500шт 3 73,7 (100 3) 120 min max В N N Полученный расчетом результат рассматривается как минимальная величина партии изделий. За максимальную величину можно принять месячную программу выпуска изделий (сборочных единиц). Таким образом, в результате проведенных расчетов устанавливаем пределы нормального размера партии изделий: . Nmin NH Nmax Предельные размеры партии изделий корректируются исходя из минимального размера. Корректировка начинается с установления 6, 7, 8 А 3, 4, 5 Б В 1, 2 Рис. 3.2. Структурная схема сборки электродвигателя
Решение:
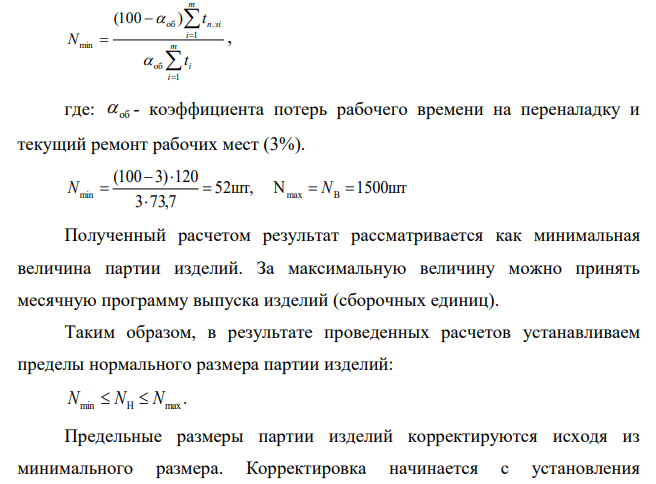
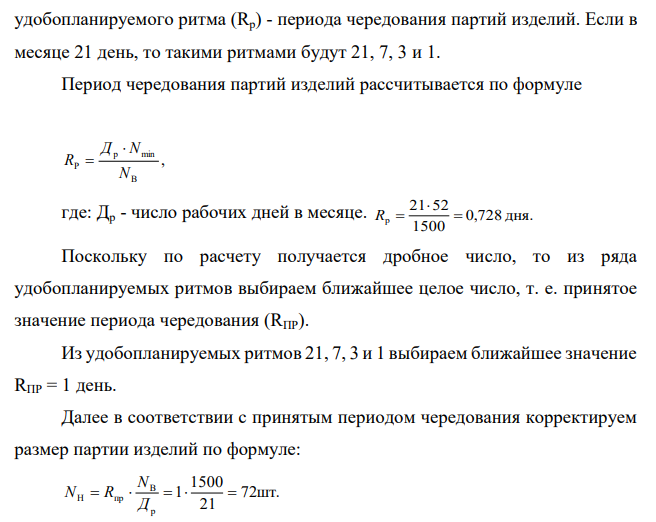
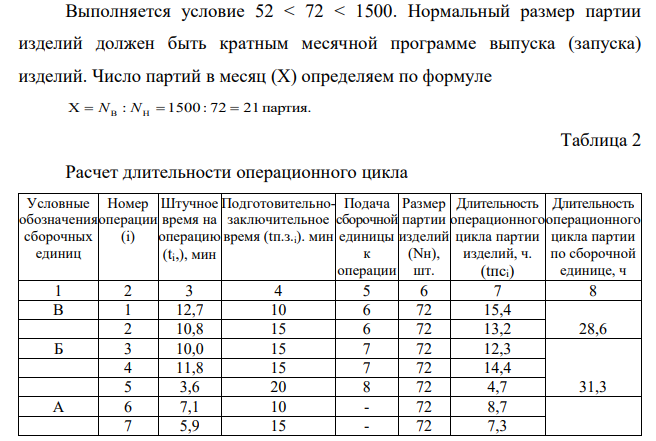
1.Определяем размер партии изделий по формуле: m i i m i п зi t t N 1 об 1 об . min (100 ) , где: об - коэффициента потерь рабочего времени на переналадку и текущий ремонт рабочих мест (3%). 52шт, N 1500шт 3 73,7 (100 3) 120 min max В N N Полученный расчетом результат рассматривается как минимальная величина партии изделий. За максимальную величину можно принять месячную программу выпуска изделий (сборочных единиц). Таким образом, в результате проведенных расчетов устанавливаем пределы нормального размера партии изделий: . Nmin NH Nmax Предельные размеры партии изделий корректируются исходя из минимального размера. Корректировка начинается с установления 6, 7, 8 А 3, 4, 5 Б В 1, 2 Рис. 3.2. Структурная схема сборки электродвигателя 221 удобопланируемого ритма (Rp) - периода чередования партий изделий. Если в месяце 21 день, то такими ритмами будут 21, 7, 3 и 1. Период чередования партий изделий рассчитывается по формуле , В р min Р N Д N R где: Др - число рабочих дней в месяце. 0,728 дня. 1500 21 52 р R Поскольку по расчету получается дробное число, то из ряда удобопланируемых ритмов выбираем ближайшее целое число, т. е. принятое значение периода чередования (RПР). Из удобопланируемых ритмов 21, 7, 3 и 1 выбираем ближайшее значение RПР = 1 день. Далее в соответствии с принятым периодом чередования корректируем размер партии изделий по формуле: 72шт. 21 1500 1 р B H пр Д N N R Выполняется условие 52 < 72 < 1500. Нормальный размер партии изделий должен быть кратным месячной программе выпуска (запуска) изделий. Число партий в месяц (X) определяем по формуле : 1500: 72 21партия. NВ N H Таблица 2 Расчет длительности операционного цикла Условные обозначения сборочных единиц Номер операции (i) Штучное время на операцию (ti,), мин Подготовительнозаключительное время (tп.з.i). мин Подача сборочной единицы к операции Размер партии изделий (Nн), шт. Длительность операционного цикла партии изделий, ч. (tпсi) Длительность операционного цикла партии по сборочной единице, ч 1 2 3 4 5 6 7 8 В 1 12,7 10 6 72 15,4 2 10,8 15 6 72 13,2 28,6 Б 3 10,0 15 7 72 12,3 31,3 4 11,8 15 7 72 14,4 5 3,6 20 8 72 4,7 А 6 7,1 10 - 72 8,7 7 5,9 15 - 72 7,3 222 8 11,8 20 - 72 14,5 30,5 Итого - 73,7 120 - 90,4 90,4 Результат расчета нормативного размера партии изделий заносим в гр. 6 табл. 2. 2. Продолжительность операционного цикла партии изделий по каждой операции ( i tпс ) рассчитываем по формуле: . 60 Кв H п.з. пс i i i t N t t Для сборочной единицы В 15,4 ч. 60 12,7 72 10 пс1 t Аналогично выполняем расчеты по другим операциям и результаты вписываем в гр. 7 табл. 2. 3. Продолжительность операционного цикла партии изделий по сборочным единицам определяется по формуле , 1 с.ед пс k i i t t где k - число операций, входящих в сборочную единицу. Для сборочной единицы В. 15,4 13,2 28,6_ ч. t с.ед В Аналогично выполняем расчеты по другим сборочным единицам и результаты вписываем в гр. 8 табл. 2. Необходимое число рабочих мест для сборки изделий рассчитывается по формуле . пр 1 пс пр R Ксм Тсм t С m i i 5,82 6 мест. 1*2*8*0,97 90,4 Спр Необходимое количество рабочих определяется по формуле 223 , Чсп Спр Ксм Ксп где Kсп - коэффициент, учитывающий списочную численность (принимаем 1,2 Ксп ) 6 2 1,2 14 чел. Чсп 4. Построение циклового графика сборки изделия без учета загрузки рабочих мест ведется на основе веерной схемы сборки (см. рис. 1) и продолжительности циклов сборки каждой i-й операции и каждой сборочной единицы (см. табл. 2, гр. 7 и 8). Как правило, такой график строится в порядке, обратном ходу технологического процесса, начиная с последней операции (рис. 2, а), с учетом того, к какой операции поставляются сборочные единицы. Продолжительность цикла этого графика будет минимальной. Однако условия производства и ограниченные ресурсы требуют выполнения определенных работ последовательно, на одном и том же рабочем месте, стенде все это приводит к изменению циклового графика и, как правило, к смещению запуска на более ранние сроки и, как следствие, к увеличению продолжительности цикла. 5. Построение циклового графика с учетом загрузки рабочих мест. График строится на основе графика без учета загрузки рабочих мест (см. рис. 2 ) и данных табл. 2. Для достижения равномерности загрузки рабочих мест и рабочихсборщиков необходимо закрепить операции за рабочими местами. С этой целью на каждое рабочее место набирается объем работ, продолжительность операционного цикла которых не должна превышать пропускную способность рабочих мест на протяжении принятого периода чередования. На этом этапе проведем закрепления операций за рабочими местами для максимально эффективного использования оборудования. Для этого сначала рассчитаем пропускную способность рабочих мест (П.С.) в течение времени удобопланируемого ритма по формуле: П.С. = Тсм * Rпр*kсм,



- (а) Запишите теоретическую модель (1). 335 (б) Какая категория показателя «внешняя привлекательность» является эталонной для данной модели? (в) Проинтерпретируйте коэффициенты при переменных belav и striking
- По данным выборочного наблюдения распределение коммерческих банков, по числу работающих, характеризуется следующими данными: Группы банков по числу работающих, чел.
- Инвестор вложил 35000 рублей в акции, бета коэффициент которых – 0,8. 40000 рублей в акции, бета коэффициент которых 1,4. Если эти ценные бумаги – единственные вложения инвестора, каково значение бета коэффициента его портфеля?
- Имеются данные о распределении разводов, зарегистрированных в РФ за период 2000-2004 гг.: Таблица 1 - Распределение зарегистрированных разводов населением в РФ за период 2000-2004 гг. тыс.
- По 30 странам собраны сведения по следующим показателям: I – инвестиции в млрд. долларов, 332 G – государственные расходы в млрд. долларов, Y – ВВП в млрд. долларов. По этим данным было получено следующее выборочное уравнение регрессии: Î = 181,10 – 277,8*lnG +361,1*lnY с.о. (111,2) (133,8) R 2 = 0,96, n = 30 a)
- Инструментарий формирования бюджетной политики и его использование для решения задач балансирования доходной и расходной части бюджета всех уровней бюджетной системы РФ.
- Определите стоимость банковского кредита как источника формирования капитала, если ставка налога на прибыль 20%, ставка процента по кредиту 19%.
- По данным задачи 11.13 найти линейное уравнение регрессии, остаточную дисперсию и доверительный интервал α = 0,1 для Y0 при Х0 = 3. Х 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 Y 3 3 4 4 4 5 5 5 6 8
- Используя следующие данные, рассчитайте величину денежного потока предприятия и заполните строки балансового отчета на конец периода: На начало периода, На конец периода, долл. долл.
- Стоимость основных производственных фондов организации на начало года – 4500 тыс. руб.
- Имеются следующие исходные данные, Сведения о выручке от продажи и полной себестоимости продукции предприятия: Показатели Факт за отчётный год Финансовый план на следующий гол Выручка от продажи, тыс. руб.
- Бескупонная облигация А со сроком обращения 5 лет и бескупонная и облигация Б со сроком обращения 10 лет имеют равную номинальную стоимость. Когда до погашения облигации А осталось 2 года,
- brick – переменная равна 1, если дом кирпичный или монолитный, и равна 0 иначе. Были рассчитаны коэффициенты корреляции между всеми парами показателей, причем коэффициент корреляции между totsp и livsp оказался равен 0,91, остальные коэффициенты корреляции по модулю не превосходили 0,5. Отметим также, что между totsp и brick коэффициент корреляции был равен 0,46
- Имеются данные о среднемесячной оплате труда в строительной организации: Оплата труда за месяц (руб. ) Количество рабочих, чел.