
Определить и оформить виды и способа получения заготовки для детали типа "Ступенчатый вал. Для определения вида и способа заготовки предлагается деталь "Вал" с массой – 6,3 кг. Годовая программа выпуска - 40000 шт. (Решение → 1235)
Заказ №39301
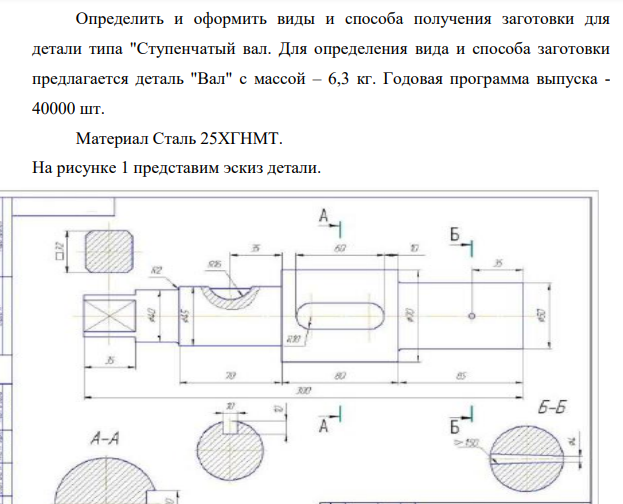
Определить и оформить виды и способа получения заготовки для детали типа "Ступенчатый вал. Для определения вида и способа заготовки предлагается деталь "Вал" с массой – 6,3 кг. Годовая программа выпуска - 40000 шт.
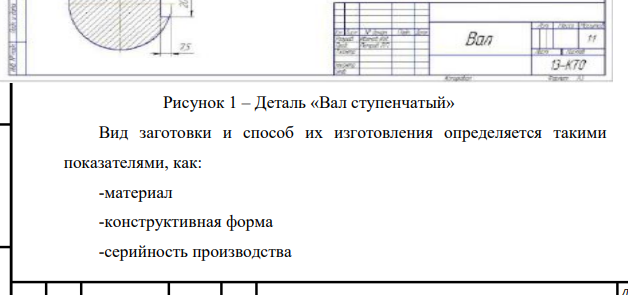
Материал Сталь 25ХГНМТ. На рисунке 1 представим эскиз детали. Рисунок 1 – Деталь «Вал ступенчатый» Вид заготовки и способ их изготовления определяется такими показателями, как: -материал -конструктивная форма -серийность производства 649 Изм. Лист № докум. Подпись Дата Лист 649 КМИИТ.711358.009 Перв. примен. Справ. № Подпись и дата Инв. № дубл. Взам. инв. № Подпись и дата Инв. № подл. -масса заготовки Определим коды заготовки по каждому из 4 факторов. Код материала Так как материал детали сталь 25 ХГНМТ, код-6 – легированные стали конструктивная форма; основные признаки детали – в соответствии с чертежом код: 2 – валы круглого сечения с одним уступом или фланцем, с буртом или выемкой без центрального отверстия. Код серийности. вид заготовок – штамповки, поковки и прокат, Масса детали-6,3кг, программа выпуска N=40000шт. в год. Код -4 Код по массе – 4. Выбираем возможные виды и способы получения заготовок для данной детали: 1. Код материала – 6. 2. Код серийности – 4. 3. Код конструктивной формы – 2. 4. Код массы – 4. Из таблицы 6 [1] по определённым кодам 6 – 4 – 2 – 4 из графы таблицы «Вид заготовки» выписываем рекомендуемые коды видов: 7, 8, 9 и 10. Расшифровываем выбранные коды видов заготовок: 7 – штамповка на молотах и прессах; 8 – штамповка на горизонтально – ковочных машинах (ГКМ); 9-свободная ковка 10-прокат 650 Изм. Лист № докум. Подпись Дата Лист 650 КМИИТ.711358.009 Перв. примен. Справ. № Подпись и дата Инв. № дубл. Взам. инв. № Подпись и дата Инв. № подл. Вывод, для детали «Вал» определены возможные методы получения заготовки: 1. Штамповка на молотах. 2. Штамповка на прессах. 3. Штамповка на ГКМ 4. Свободная ковка. 5. Прокат.


- Раскройте сущность экономического обоснования выбора варианта технологических процессов.
- Дайте понятия о припусках, операционных размерах и допускаемых отклонениях на них, видах припусков по расположению и по технологическому фактору, приведите расчетные формулы для симметричного, асимметричного припуска при расчете припусков для наружных и внутренних поверхностей тел вращения и плоскостей.
- Дайте понятие о типах машиностроительного производства (ГОСТ 14.004-83), дайте определение единичного, серийного и массового производства и их характеристики по технологическим, экономическим и организационным признакам, коэффициенту закрепления операций.
- По диаграмме состояний железо – цементит опишите, какие структурные и фазовые превращения будут происходить при медленном охлаждении из жидкого состояния сплава с содержанием углерода 3,7%. Охарактеризуйте этот сплав и определите для него при заданной температуре количество, состав фаз и процентное соотношение при температуре 600ºС.
- Чертеж контрольного приспособления и описание его работы
- Чертеж станочного приспособления и описание его работы
- На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане φ, передним углом γ, углом наклона главной режущей кромки λ.
- Точение черновое поверхности 220
- 1. В чем состоит объективная сторона преступления, совершенного Ивановым?
- 1. Имеется ли причинная связь между нападением Юсупова и смертью Н.
- 1. Совершено ли Сидоровым общественно- опасное деяние?
- Рассчитаем подробно режимы резания на ряд переходов. 1. Подрезка торца 220 предварительно. Определение скорости резания [4 т.2, стр. 265] . v m x y v C v K T t s (
- Милливольтметр термоэлектрического термометра класса точности |0.5|с пределами измерения от 200 до 600 ºС, показывает 300ºС. Предел допускаемой погрешности прибора в градусах Цельсия будет равен
- Зазор между торцами вала АΔ в узле, показанном на рисунке, с вероятностью Р=1 находится в пределах