
По эскизу готовой детали (рис. 7) разработайте схему технологического процесса получения поковки способом горячей объемной штамповки. При выполнении работы следует: 1) описать сущность процесса горячей объемной штамповки; (Решение → 3096)
Заказ №39301
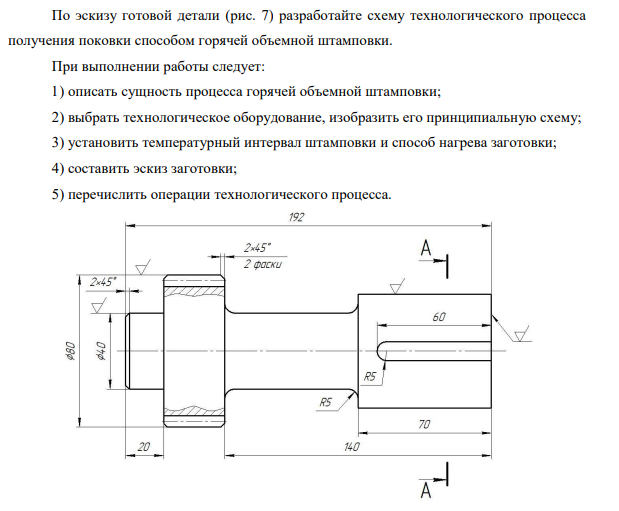
По эскизу готовой детали (рис. 7) разработайте схему технологического процесса получения поковки способом горячей объемной штамповки. При выполнении работы следует: 1) описать сущность процесса горячей объемной штамповки; 2) выбрать технологическое оборудование, изобразить его принципиальную схему; 3) установить температурный интервал штамповки и способ нагрева заготовки; 4) составить эскиз заготовки; 5) перечислить операции технологического процесса. Рисунок 7- Эскиз детали «Вал» (сталь 45)
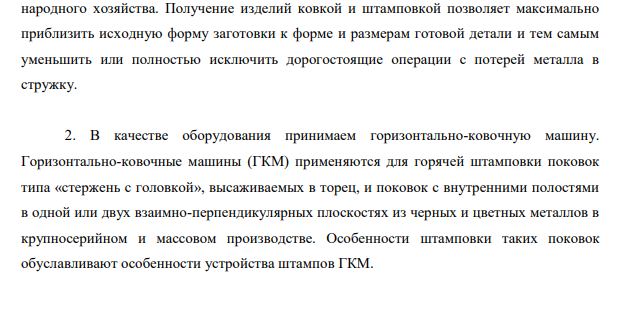
1. Сущность процесса горячей объемной штамповки 59 Горячей объемной штамповкой называется процесс горячего деформирования, при котором течение металла ограничено полостью ручья штампа. Течение металла происходит в результате силового воздействия машины-орудия через штамп на заготовку. При любом способе горячей объемной штамповки инструментом является штамп. Штамп состоит всегда из двух или более частей. Поверхности, по которым части штампа соприкасаются друг с другом, называются плоскостями разъема. На плоскостях разъема располагаются полости, являющиеся как бы отпечатком будущей поковки, которые называются ручьями. Нагретая до пластического состояния заготовка закладывается в ручей, когда штамп разомкнут. При сближении частей штампа металл заготовки начинает течь, заполняет ручей и принимает форму поковки. Поковки, полученные способом горячей объемной штамповки, имеют форму готовой детали с небольшими припусками на поверхностях, подлежащих механической обработке. Горячая объемная штамповка выгодна в условиях крупносерийного и массового производства и производится в кузнечных цехах. Этот способ широко применяется для получения поковок самой различной формы массой от 0,5 до 350 кг, а на специализированном оборудовании можно получить поковки массой до 1 т. Данными способами получают весьма разнообразные по форме и размерам изделия из металла, пластмасс и других материалов с различными степенью точности размеров, механическими и другими характеристиками и качеством поверхности. Поэтому ковочноштамповочное производство находит широкое применение в машиностроении и приборостроении, в производстве предметов народного потребления и других отраслях народного хозяйства. Получение изделий ковкой и штамповкой позволяет максимально приблизить исходную форму заготовки к форме и размерам готовой детали и тем самым уменьшить или полностью исключить дорогостоящие операции с потерей металла в стружку. 2. В качестве оборудования принимаем горизонтально-ковочную машину. Горизонтально-ковочные машины (ГКМ) применяются для горячей штамповки поковок типа «стержень с головкой», высаживаемых в торец, и поковок с внутренними полостями в одной или двух взаимно-перпендикулярных плоскостях из черных и цветных металлов в крупносерийном и массовом производстве. Особенности штамповки таких поковок обуславливают особенности устройства штампов ГКМ. Горизонтально ковочная машина представляет собой горизонтальный кривошипный пресс, который дополняется боковым механизмом, получающим движение от кулачков 13. Рисунок 8- Кинематическая схема горизонтально ковочной машины. Главный ползун 6 машины, несущий пуансон 7, приводится движение от кривошипного вала 4 через шатун 5. Движение подвижной щеки вместе с подвижной матрицей 10 осуществляется от бокового ползуна 12 системой рычагов 11. Сам боковой ползун приводится в движение с помощью кулачков 13, сидящих на кривошипном валу 4. Движение на привод передает мотор 1 через клиноременную передачу 2 и маховик 3. Штампы горизонтально-ковочных машин состоят не из двух частей, а из трех: неподвижной матрицы 9, подвижной 10 и пуансона 7, раскрывающихся в двух взаимно перпендикулярных плоскостях, что позволяет штамповать сложные поковки. Матрицы 9 и 10 имеют вертикальную плоскость разъема. Главный ползун 6 и боковой 12 горизонтально-ковочной машины в отличие от кривошипных пресс осуществляют движение в горизонтальном направлении. Схема процесса штамповки на горизонтально ковочной машине представлена на рис. 9. Нагретый до температуры горячей деформирования пруток 4 закладывают в неподвижную матрицу 3 (рис. 9, а и б). Положение конца нагретого прутка определяется 61 упором 2. После включения машины на рабочий ход ползуны машины начинают движение. Подвижная щека вместе с подвижной матрицей 5 подходит к неподвижной матрице 3 до соприкосновения пуансона 1 с выступающим торцом прутка и зажимает пруток. На пути движения пуансона 1 находится упор 2, сблокированный с главным ползуном, к которому прикреплен пуансон 1. При подходе пуансона 1 упор 2 автоматически отходит. При дальнейшем движении ползуна пуансоном 1 происходит высадка прутка, выступающего за пределы зажимной части матрицы, при этом металл заполнит полость матрицы (рис. 9, в). Рисунок 9- Схема высадки на горизонтально ковочной машине. Достигнув крайнего переднего сложения, ползун двигается в обратном направлении, а пуансон из полости матриц выходит на некоторое расстояние, после чего матрицы раскрываются, а высаженную поковку вынимают или она выпадает из матрицы, после чего пуансон и матрица принимают исходное положение (рис. 9, г). В дальнейшем, смотря по технологическому процессу, можно использовать другую заготовку, повторить на ней ту же операцию или же произвести следующий переход в другом ручье. Каждый переход осуществляется за один рабочий ход. Формующая полость может быть одновременно в матрице и в пуансоне (рис. 9, в) или только в одном пуансоне. Исходным материалом для штамповки на горизонтально



- Найти потенциал водородного электрода при pH = 12
- решить задачу тема колебания Амплитуда затухающих колебаний математического маятника за 54 с зается в 7 раз. Длина маятника равна 19 см. Сколько полных ний сделает маятник, пока амплитуда уменьшится в 11 раз.
- По эскизу детали (рис. 1) разработайте эскиз отливки. Приведите эскизы модели и собранной литейной формы (в разрезе) с указанием размеров. Дайте обоснование назначению размеров модели.
- Задача В ходе анализа необходимо исчислить влияние на изменение объема продукции изменений суммы материальных затрат и показателей материало- отдачи или материалоемкости, определить приращение объема продукции вследствие изменения общей суммы материальных затрат, влияние измене- ния эффективности использования материальных ресурсов на приращение объема продукции.
- Какой должна быть концентрация соли цинка в растворе, чтобы элемент Mn| Mn2+ || Zn2+| Zn при C(Mn2*)=1 моль/л давал ЭДС 1,60 В?
- Определить годовой фонд заработной платы и среднемесячную заработную плату рабочих-сдельщиков механического участка в плановом периоде. Премии из фонда заработной платы и доплаты составляют 20% тарифной заработной платы.
- Какой гальванический элемент называется концентрационным? Как рассчитать ЭДС концентрационного элемента?
- Задача Компания «Медприбор» (публичное акционерное общество, акции ко- тируются на фондовой бирже) - предприятие по производству медицинского оборудования Предприятие создано 10 лет назад научными работниками и инженерами как общество с ограниченной ответственностью, было преобра- зовано в открытое акционерное общество, а затем в публичное акционерное общество,
- На выборах в Н–скую городскую думу Л. неподалеку от избирательного участка одного из округов раздавал по 100 руб. и по бутылке водки шедшим голосовать горожанам. Получившим водку гражданам объясняли, что нужно отдать голоса за кандидата С. – заместителя исполнительного директора ЗАО «Базис».
- Задача По представленным данным заполнить таблицу, проанализировать использование рабочего времени в организации. Рассчитать изменение выпуска продукции из-за сокращения фактического полезного бюджета рабочего времени по сравнению с плановым
- Задача По данным таблицы проанализировать движение рабочей силы, рассчитав соответствующие коэффициенты. Сделать аналитические выводы. Абсолютное отклонение Динамика Показатели 20_ г. 20_ г. 20_ г. | 20_ г. 200_г. к 20 к 200 г. г. 20_г. 20_ г. к 20 к 20_ г. г. 8 Состояло по списку на начало 580 отчетного пернода, чел. 2.
- Постоянный ток A. 1 Три источника постоянного тока соединены параллельно одноименными полюсами. Значения ЭДС и внутренних сопротивлений равны: e1=1 В, г1=1 Ом, е2=2 В, г2=2 Ом, е3=3 В, r3=3 Ом. Определить модуль тока через первый источник(I1 ={0.58 0.68} А,
- Для гальванического элемента Fe | Fe2+ | Co3*,Co2+| Pt a) Вычислить стандартную ЭДС , если E0(Fe2+| Fe) =-0,44 B, E°(Co3*,Co2*| Pt) =1,840 B.
- Задача Оценить влияние факторов на общий показатель материалоотдачи спо- собом абсолютных разниц. Составить факторную модель влияния отдельных факторов на изменение объема продукции. Провести расчет влияния отдельных факторов на объем продукции способом абсолютных разниц