
Проект предусматривает производство партии изделий n - 50 шт. Изделие является сборочным. Нормы времени по операциям представлены в табл. 1. На самой длительной операции - два рабочих места (С=2). Режим работы (Решение → 44898)
Заказ №76442
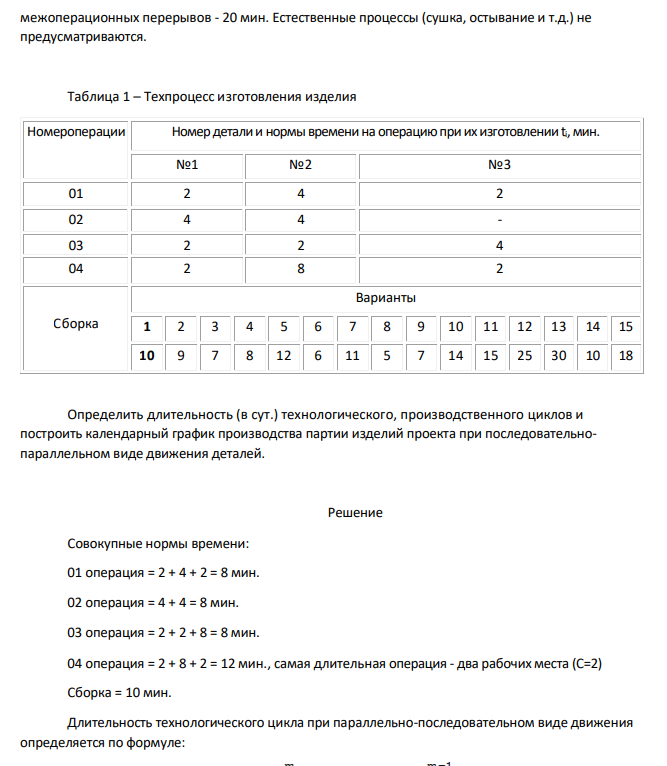
Проект предусматривает производство партии изделий n - 50 шт. Изделие является сборочным. Нормы времени по операциям представлены в табл. 1. На самой длительной операции - два рабочих места (С=2). Режим работы – односменный. Длительность 95 межоперационных перерывов - 20 мин. Естественные процессы (сушка, остывание и т.д.) не предусматриваются. Таблица 1 – Техпроцесс изготовления изделия Номероперации Номер детали и нормы времени на операцию при их изготовлении ti, мин. №1 №2 №3 01 2 4 2 02 4 4 - 03 2 2 4 04 2 8 2 Сборка Варианты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 10 9 7 8 12 6 11 5 7 14 15 25 30 10 18 Определить длительность (в сут.) технологического, производственного циклов и построить календарный график производства партии изделий проекта при последовательнопараллельном виде движения деталей.
Решение
Совокупные нормы времени: 01 операция = 2 + 4 + 2 = 8 мин. 02 операция = 4 + 4 = 8 мин. 03 операция = 2 + 2 + 8 = 8 мин. 04 операция = 2 + 8 + 2 = 12 мин., самая длительная операция - два рабочих места (С=2) Сборка = 10 мин. Длительность технологического цикла при параллельно-последовательном виде движения определяется по формуле: где tki – наименьшая норма времени между i-ой парой смежных операций с учетом



- Для выполнения проектов организация планирует осуществить в течение года бизнес процесс по техническому перевооружению производственных фондов. Планируемый объем инвестиций и снижения затрат
- Исходные данные Показатели 2018 2019 1. Объем производства, тыс. руб. 122000 131524 2. Затраты материальных ресурсов, тыс. руб. 50000 52400 Требуется: 1. Рассчитать показатель материалоотдачи, показатели абсолютной
- Имеются следующие данные, млн.руб. Вид продукции Затраты на производство и реализацию продукции Прибыль от реализации продукции Базисный период Отчетный период Базисный период Отчетный период
- Даны коэффициенты прямых затрат aij и конечный продукт Yi , для отраслевой экономической системы. 1. Определить коэффициент полных затрат, вектор валового выпуска, межотраслевые поставки продукции
- Найти решение матричной игры в смешанных стратегиях путем сведения ее к задаче линейного программирования. Определить оптимальные смешанные стратегии игроков и цену игры. (При решении задачи необходимо использовать
- Исследовать динамику экономического показателя на основе анализа одномерного временного ряда: Номер варианта Номер наблюдения (t=1,2,…,9) 1 2 3 4 5 6 7 8 9 3 3 7 10 11 15 17 21 25 23 Требуется: 1) Проверить наличие тренда
- На основании данных, приведенных в табл. «Данные к задаче 2»: 1. Постройте диаграммы рассеяния, представляющие собой зависимости Y от каждого из факторов Х. Сделайте выводы о характере взаимосвязи
- Рассчитать амортизационные отчисления по годам различными методами. Обосновать влияние линейной и нелинейной амортизации «по объему» на экономику фирмы
- Рассчитать: потребность организации в основных фондах; фондоотдачу (ФО) по товарной продукции (ТП) и валовой выручке (В); фондовооруженность (ФВ) при условии, что механизм обслуживают два человека
- Рассчитать валовую, товарную и реализованную продукцию. Дано. Предприятие выпустило в отчетном периоде готовой продукции (ГП) в объеме 11 тыс. ед., в т.ч. по сортам
- Проанализировать влияние факторов, связанных с использованием трудовых ресурсов, на изменение выпуска продукции, применив метод абсолютных разниц и интегральный метод по данным таблицы
- Индексным методом проанализировать влияние факторов на изменение себестоимости продаж в целом по данным таблицы 3.6. Таблица 3.6 – Исходные данные для анализа себестоимости продаж 103 Вид товара Количество
- Определить на сколько изменится себестоимость 1 т стали и годовую экономию от снижения себестоимости, если в результате внедрения новой технологии объем производства возрос на 8,8%, стоимость основных фондов цеха
- Заполните пропуски в таблице (0,2б). При условии, что увеличение объема производства будет сопровождаться ростом предельных издержек, определите, что делать фирме в краткосрочном периоде