
Ирина Эланс
Расчёт межоперационных припусков и размеров на обработку (Решение → 256)
Заказ №39301
Расчёт межоперационных припусков и размеров на обработку
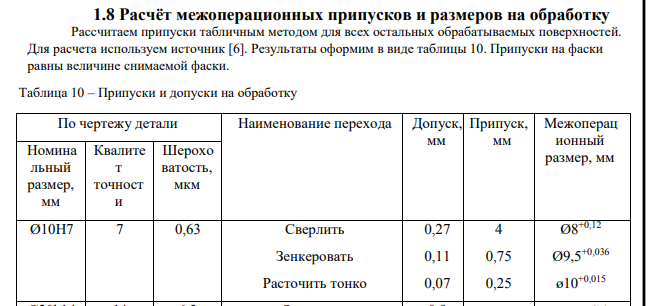
Рассчитаем припуски табличным методом для всех остальных обрабатываемых поверхностей. Для расчета используем источник [6]. Результаты оформим в виде таблицы 10. Припуски на фаски равны величине снимаемой фаски. Таблица 10 – Припуски и допуски на обработку По чертежу детали Наименование перехода Допуск, мм Припуск, мм Межоперац ионный размер, мм Номина льный размер, мм Квалите т точност и Шерохо ватость, мкм Ø10Н7 7 0,63 Сверлить Зенкеровать Расточить тонко 0,27 0,11 0,07 4 0,75 0,25 Ø8+0,12 Ø9,5+0,036 ø10+0,015


- Выбор технологического оборудования, оснастки, режущего и мерительного инструмента
- Выбор и обоснование технологических баз
- Разработка технологического маршрута обработки
- Метод получения заготовки
- Анализ технологичности детали Качественный анализ технологичности
- Производственная программа выпуска детали. Тип производства
- Технические требования для изготовления детали Эскиз втулки с нумерацией всех обрабатываемых поверхностей, изображен на рисунке 3.
- Анализ исходных данных Общий вид кондуктора представим на рисунке 1
- Безопасность труда при работе за станком
- Организация системы инструментального обеспечения
- Освещение цеха и рабочего места
- Организация рабочего места станочника
- Техническое нормирование операции
- Расчет режимов резания Определим режимы резанья аналитическим методом для перехода операции 020 – сверления отверстия диаметром 8 мм