
Техническое нормирование операции (Решение → 254)
Заказ №39301
Техническое нормирование операции
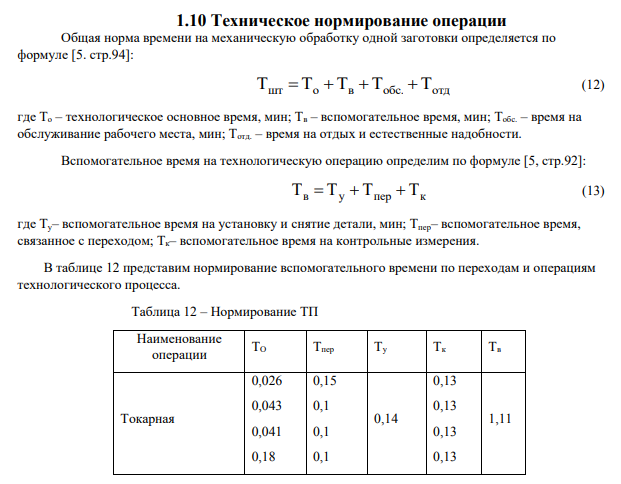
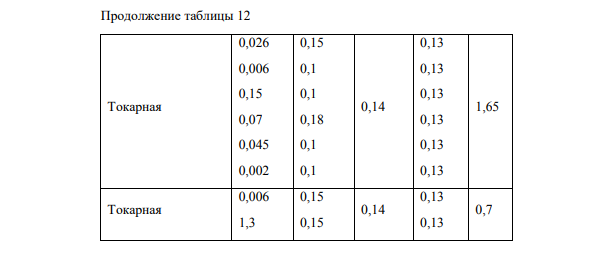
Общая норма времени на механическую обработку одной заготовки определяется по формуле [5. стр.94]: Т Т Т Т Т шт о в обс. отд (12) где То – технологическое основное время, мин; Тв – вспомогательное время, мин; Тобс. – время на обслуживание рабочего места, мин; Тотд. – время на отдых и естественные надобности. Вспомогательное время на технологическую операцию определим по формуле [5, стр.92]: Т Т Т Т в у пер к (13) где Ту– вспомогательное время на установку и снятие детали, мин; Тпер– вспомогательное время, связанное с переходом; Тк– вспомогательное время на контрольные измерения. В таблице 12 представим нормирование вспомогательного времени по переходам и операциям технологического процесса. Таблица 12 – Нормирование ТП Наименование операции ТО Тпер Ту Тк Тв Токарная 0,026 0,043 0,041 0,18 0,15 0,1 0,1 0,1 0,14 0,13 0,13 0,13 0,13


- Расчет режимов резания Определим режимы резанья аналитическим методом для перехода операции 020 – сверления отверстия диаметром 8 мм
- Расчёт межоперационных припусков и размеров на обработку
- Выбор технологического оборудования, оснастки, режущего и мерительного инструмента
- Выбор и обоснование технологических баз
- Разработка технологического маршрута обработки
- Метод получения заготовки
- Анализ технологичности детали Качественный анализ технологичности
- Определение химического состава, физических и технологических свойств материала детали
- Описание служебного назначения детали
- Анализ исходных данных Общий вид кондуктора представим на рисунке 1
- Безопасность труда при работе за станком
- Организация системы инструментального обеспечения
- Освещение цеха и рабочего места
- Организация рабочего места станочника