
Термическая обработка (Решение → 276)
Заказ №39301
Термическая обработка
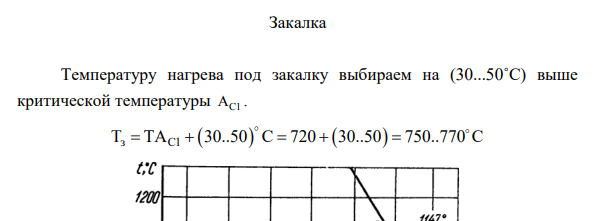
Исходя из требуемой твердости рабочей и ударной части кернера назначаем следующие операции термической обработки: объемная закалка и низкий отпуск. Закалке подвергают рабочую и ударную часть. Инв. № подл. 828 Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата 357 Рабочую часть закаливают в воде с переносом в масло, а ударную часть в масле. Нагрев под закалку в соответствии с ГОСТ 7213-72 производят на длину 15-30 мм - рабочую часть, на длину 15-25 мм ударную часть. Для получения необходимой твердости HRc 56…61 инструмент необходимо подвергнуть низкому отпуску при температуре 200-2200С. Закалка Температуру нагрева под закалку выбираем на (30...50˚С) выше критической температуры AC1 . Tз С1 ТА 30..50 С 720 30..50 750..770 С Рисунок 13 – Температурный интервал закалки сталей Сталь У8А имеет исходную структуру –перлитную, при нагреве до закалочных температур она приобретает аустенитную структуру П А .


- Уточнение химического состава материала
- Определение ориентировочного химического состава материала
- Подбор методов испытаний материала
- Определение требуемых свойств материала
- Анализ условий работы детали
- Разработка технологического процесса механической обработки изделия. 4.1 Разработка маршрутного технологического процесса
- Выбор способа получения заготовки и его обоснование
- Влияние химического состава 7.1 Влияние углерода на механические свойства стали
- Классификация выбранного материала таль 12ХН3А– конструкционная легированная сталь.
- Выбор конкретной марки материала
- Выбор группы материалов конкретного функционального назначения с обоснованием
- Технологические и экономические требования
- Эксплуатационные требования
- Условия эксплуатации изделия и причины возможных повреждений и разрушения детали в процессе эксплуатации