
Выбор способа получения заготовки и его обоснование (Решение → 283)
Заказ №39301
Выбор способа получения заготовки и его обоснование
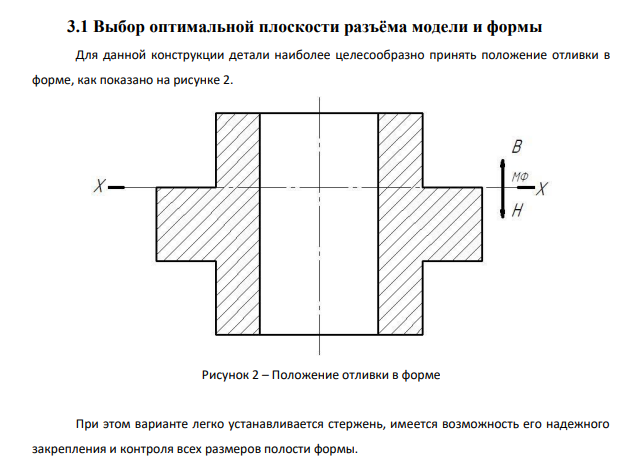
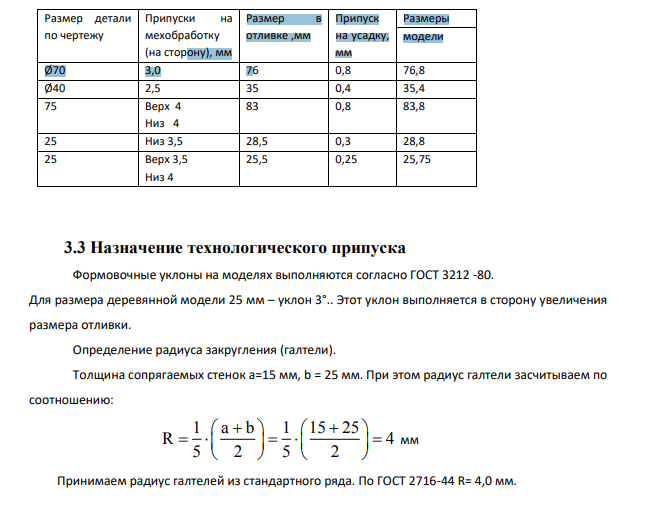
Так как материалом детали является серый чугун, заготовку целесообразно получать литьем. Применяем способ литья – литье в песчано-глинистые формы. Так как деталь имеет простую форму, согласно рекомендациям, принимаем класс точности отливки – 2. Заданная деталь имеет небольшие размеры и простое устройство. Это позволяет выполнить ее цельнолитой. Внешнее очертание детали простое и не требует изменений. Замкнутые внутренние полости отсутствуют. Имеющееся сквозное отверстие, выполняется при помощи стержня, имеет достаточные выходы для знаковых частей и стержень надежно фиксируется в форме. Минимальная толщина стенки 15 мм. Эта толщина вполне обеспечивает благополучное заполнение формы жидким металлом. 3.1 Выбор оптимальной плоскости разъёма модели и формы Для данной конструкции детали наиболее целесообразно принять положение отливки в форме, как показано на рисунке 2. Рисунок 2 – Положение отливки в форме При этом варианте легко устанавливается стержень, имеется возможность его надежного закрепления и контроля всех размеров полости формы. 3.2 Определение припуска на механическую обработку Назначаем припуски на механическую обработку, допускаемые отклонения на размеры отливки, припуски на усадку. Допуски на размеры отливки, припуски на механическую обработку выбраны по ГОСТ 26645-85, максимальный размер которых менее 630 мм. 318 318 Припуски назначаются на поверхности, подвергаемые механической обработке, и отмеченные на чертеже значком . Мелкие отверстия в отливке (диаметром 12мм), пазы при литье не предусматриваем, поэтому они на чертеже обозначаются штриховкой и при изготовлении модели не учитываются. Значение линейной усадки металла принимаем 1,0%. Результаты определения размеров отливки, модели, стержня сведены в табл. 3. Таблица 3 – Результаты определения размеров отливки, модели Размер детали по чертежу Припуски на мехобработку (на сторону), мм Размер в отливке ,мм Припуск на усадку, мм Размеры модели Ø70 3,0 76 0,8 76,8 Ø40 2,5 35 0,4 35,4 75 Верх 4 Низ 4 83 0,8 83,8 25 Низ 3,5 28,5 0,3 28,8 25 Верх 3,5 Низ 4 25,5 0,25 25,75 3.3 Назначение технологического припуска Формовочные уклоны на моделях выполняются согласно ГОСТ 3212 -80. Для размера деревянной модели 25 мм – уклон 3°.. Этот уклон выполняется в сторону увеличения размера отливки. Определение радиуса закругления (галтели). Толщина сопрягаемых стенок а=15 мм, b = 25 мм. При этом радиус галтели засчитываем по соотношению: 1 a b 1 15 25 R 4 5 2 5 2 мм Принимаем радиус галтелей из стандартного ряда. Пo ГОСТ 2716-44 R= 4,0 мм.


- Исходные данные Деталь – втулка переходная (рисунок 1). Материал детали – СЧ15. Масса детали – 1,8 кг. Анализ химического состава и механических свойств материала детали
- Расчет и назначение посадки с натягом Исходные данные: Материал деталей – сталь 45 Е=2∙1011 Н/м2 μ=0,3 fд=0,2 σт=35∙107 Н/м2
- Назначение посадки в соединении с подшипником качения и требований к точности сопряженной поверхности Исходные данные: Номер сопрягаемой детали – 10.
- Определение исполнительных размеров калибра-пробки для контроля отверстия Ø65H7
- Исходные данные: Соединение 1 3 П Р , номинальный размер d=65мм. Соединение диска с валом с дополнительным креплением штифтом. Согласно рекомендациям [1] принимаем посадку H7/k6, обеспечивающую точное центрирование диска. Посадка H7 65 k6
- Резьбовое соединение 1. Расшифровать условное обозначение резьбового соединения. 2. Определить номинальные размеры параметров резьбы
- Соединение подшипника с деталью 1. Расшифровать условное обозначение посадки подшипника. 2. Определить отклонения размеров деталей.
- Термическая обработка
- Уточнение химического состава материала
- Определение ориентировочного химического состава материала
- Подбор методов испытаний материала
- Определение требуемых свойств материала
- Анализ условий работы детали
- Разработка технологического процесса механической обработки изделия. 4.1 Разработка маршрутного технологического процесса