
Изложите сущность процесса прессования и укажите области его применения. Опишите оборудование, применяемое при прессовании. Изобразите схемы прямого и обратного прессования, а также прессования труб. (Решение → 42)
Заказ №39301
Изложите сущность процесса прессования и укажите области его применения. Опишите оборудование, применяемое при прессовании. Изобразите схемы прямого и обратного прессования, а также прессования труб.
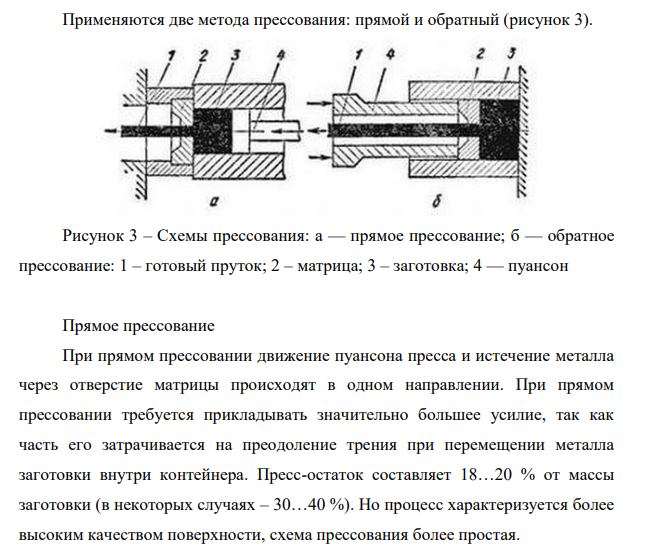
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля. Это современный способ получения различных профильных заготовок: прутков диаметром 3…250 мм, труб диаметром 20…400 мм с толщиной стенки 1,5…15 мм, профилей сложного сечения сплошных и полых с площадью поперечного сечения до 500 см2 . Впервые метод был научно обоснован академиком Курнаковым Н.С. в 1813 году и применялся главным образом для получения прутков и труб из оловянисто-свинцовых сплавов. В настоящее время в качестве исходной заготовки используют слитки или прокат из углеродистых и легированных сталей, а также из цветных металлов и сплавов на их основе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий). Технологический процесс прессования включает операции: подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля); нагрев заготовки с последующей очисткой от окалины; укладка заготовки в контейнер; непосредственно процесс прессования; отделка изделия (отделение пресс-остатка, разрезка). Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10 000 т. Применяются две метода прессования: прямой и обратный (рисунок 3). Рисунок 3 – Схемы прессования: а — прямое прессование; б — обратное прессование: 1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 — пуансон Прямое прессование При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая. Обратное прессование При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная.


- Особенности формирования отливок и их качество
- Опишите способ изготовления отливок литьем под давлением. Приведите схему одной из машин для литья под давлением, сделайте к ней необходимые пояснения и укажите область применения этого способа изготовления отливок.
- Изложите сущность процесса передела чугуна в сталь. Приведите основные химические реакции, характеризующие процесс передела. Перечислите современные плавильные печи и агрегаты в которых получают сталь.
- Назначение посадок деталей шпоночного соединения
- Назначение посадок подшипника качения
- Выбор технологических операций и разработка карты операционных эскизов
- Определение массы и размеров исходной заготовки
- Для каждой детали (1,2,3,4) выбрать заготовку (I, II, III, IV) с оптимальными механическими свойствами
- Строение и свойства металлов
- Методы измерения параметров и свойств материалов
- Под действием силы 100Н проволока длиной 5,0м и площадью поперечного сечения 2,5 мм2 удлинилась на 1,0 мм. Определить напряжение, испытываемое проволокой и модуль Юнга. По таблице определить материал проволоки.
- Определите скорость, мощность резания, основное и штучное вpемя при токарной обработке за один рабочий ход вала из конструкционной стали ( σв=600МПа) диаметром d=60мм и длиной l=400мм. Условия обработки: глубина резания t=3,2, подача s=0,3мм/об.
- Рассчитаем режимы дуговой сварки
- Расшифруйте марку заданного материала. Оцените свариваемость материала. Опишите процессы, происходящие в зоне шва и околошовной зоне. Опишите особенности технологии и техники сварки данного материала. Выберите и обоснуйте метод сварки.