
Ознакомиться с основными операциями холодной листовой штамповки, приобрести навыки технологических расчетов. 2. По заданному чертежу детали и прочностным характеристикам ее материала определить исходные размеры заготовки и необходимые усилия операций вырубки и вытяжки. (Решение → 1177)
Заказ №39301
Ознакомиться с основными операциями холодной листовой штамповки, приобрести навыки технологических расчетов. 2. По заданному чертежу детали и прочностным характеристикам ее материала определить исходные размеры заготовки и необходимые усилия операций вырубки и вытяжки. Исходные данные № вар. Материал гильзы d, мм h, мм t, мм R, мм СР , МПа В , МПа 7 Сталь 20 80 32 3 20 310 420
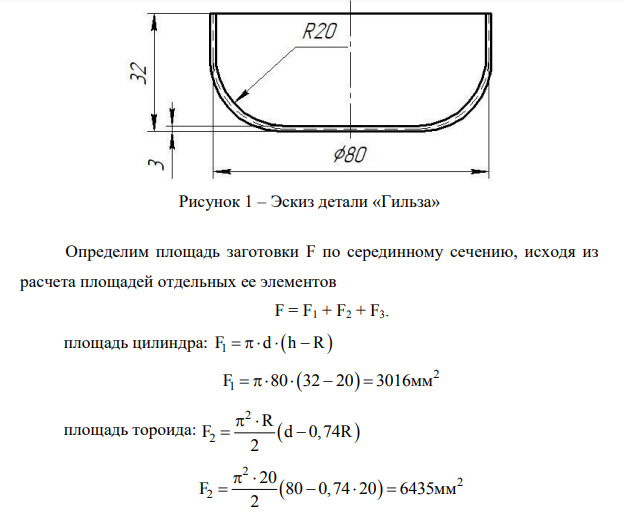
Исходные данные № вар. Материал гильзы d, мм h, мм t, мм R, мм СР , МПа В , МПа 7 Сталь 20 80 32 3 20 310 420 На рисунке 1 представим эскиз детали – гильза 71 Рисунок 1 – Эскиз детали «Гильза» Определим площадь заготовки F по серединному сечению, исходя из расчета площадей отдельных ее элементов F = F1 + F2 + F3. площадь цилиндра: F d h R 1 2 F 80 32 20 3016 1 мм площадь тороида: 2 2 R F d 0,74R 2 2 2 2 20 F 80 0,74 20 6435мм 2 площадь дна: 2 3 d 2R F 4 2 2 3 80 2 32 F 201мм 4 F = 3016+ 6435 + 201=9652мм2 Определяем диаметр исходной плоской заготовки D с учетом припуска на обрезку фестонов. Припуск на обрезку учитывают при расчете площади исходной заготовки путём увеличения на ~5 % суммарной площади изделия. Исходя из формулы площади круга, окончательно имеем: заг 1 2 3 4 F D 1,13 1,05 F F F 72 где FЗАГ – площадь плоской заготовки. D 1,13 1,0 5 113,8 3016 6435 201 мм Расчет усилия вырубки заготовки Усилие вырубки определяется как произведение площади среза и сопротивления металла срезу (СР): P l t k выр ср где l – периметр вырубки (для круглых отверстий l=π∙D); t – толщина листа; СР – предел прочности материала заготовки на срез; k – коэффициент, учитывающий притупление режущих кромок ножа, неравномерность толщины и механических свойств материала (принимают k = 1,1…1,3). P 113,8 3 310 1,2 398985 выр Н Определение усилия вытяжки Необходимость использования прижима Определим общий коэффициент вытяжки d m D где m – коэффициент вытяжки; d – диаметр изделия после операции вытяжки, мм; D – диаметр изделия до операции вытяжки, мм. 80 m 0,7 113,8 При вытяжке гофры не образуются, если: 100 t m 1 4,5 D где 100 t D – относительная толщина заготовки, выраженная в процентах.


- Ознакомиться с сущностью и научиться рассчитывать режимы автоматической дуговой сварки под слоем флюса. 2. Пользуясь предложенной методикой, рассчитать режимы автоматической дуговой сварки под слоем флюса по заданной глубине провара стыкового соединения согласно индивидуального задания.
- Кулачки должны иметь минимальную деформацию и высокую износоустойчивость (твердость поверхностного слоя HV750 - 1000). Для их изготовления выбрана сталь 35ХМФА
- Выберите марку чугуна для изготовления умеренно нагруженных деталей машин, работающих без трения, к которым предъявляются главным образом требования легкости, а не прочности (плиты, крышки корпуса, шкивы, стойки, планшайбы).
- Некоторые сплавы алюминия с медью упрочняются термической обработкой (закалка с последующим старением). Используя диаграмму AlCu, укажите интервал концентрации меди для термически упрочняемых сплавов этой системы. Обоснуйте свою точку зрения.
- В результате термической обработки пружины должны получить высокую упругость. Для их изготовления выбрана сталь 60С2ХФА. Укажите состав стали и определите, к какой группе относится данная сталь по назначению.
- Расчет поковки по чертежу заданной детали. Заготовка простой формы. Вал. Сталь 45.
- Для достижения цели студенты для конкретных условий работы подшипника скольжения подсчитывают оптимальное значение зазора и подбирают посадку с последующим обозначением на чертеже в соответствии с рекомендациями ГОСТ 25346–2013.
- Руководитель фонда обязательного медицинского страхования П. полученные из вышестоящей организации денежные средства в размере 1 млн. 725 тыс. руб. на закупку медикаментов для обеспечения медицинских учреждений использовал на приобретение дорогостоящего оборудования для комплектации стоматологического кабинета, который принадлежал его супруге.
- Глава районной администрации Е. пригласил к себе председателя районного суда Т. и сообщил ему, что на днях в суде будет рассматриваться уголовное дело по обвинению П. в убийстве жены заместителя главы районной администрации.
- 2. В орган опеки и попечительства обратился выпускник детского дома Иванов. Он утверждает, что выпустился из детского дома 2 года назад. Жилья у него нет.
- Государственный служащий получил от руководителя территориального органа исполнительной власти служебную записку с письменным распоряжением о подготовке статистических данных по результатам работы структурного подразделения территориального органа.
- 2. ПАО «ФИНБАНК» и ООО «Подорожник» заключили соглашение, по которому банк предоставляет обществу на возвратной и возмездной основе 2000000 руб., в обеспечение возврата суммы общество уступает банку дебиторскую задолженность по нескольким договорам поставки на общую сумму 240000 руб. 727 Общество не исполнило в срок обязанности по возврату суммы займа и не уведомило своих должников о состоявшейся уступке.
- 1. Мировой судья удовлетворил иск Катеровой к Kaтерову о расторжении брака. В мотивировочной части решения мировой судья указал, что причиной распада семьи является злоупотребление ответчиком спиртными напитками, скандалы и драки, устраиваемые в семье, унижение человеческого достоинства жены.
- 1.Курочкин по телефону договорился с Сердюком о покупке антикварного ружья, которое он накануне осмотрел и перечислил ему переводом деньги. Когда Курочкин пришел его забирать, Сердюк вынул ружье 715 из футляра и передал покупателю. По требованию передать и футляр Сердюк ответил, что футляр он заказывал отдельно от ружья, что подтверждено квитанцией, и может его также продать за дополнительную сумму.