
Эскизы инструментов (обрабатывающего, контрольного) на выполняемой операции. (Решение → 183)
Заказ №39301
Эскизы инструментов (обрабатывающего, контрольного) на выполняемой операции.
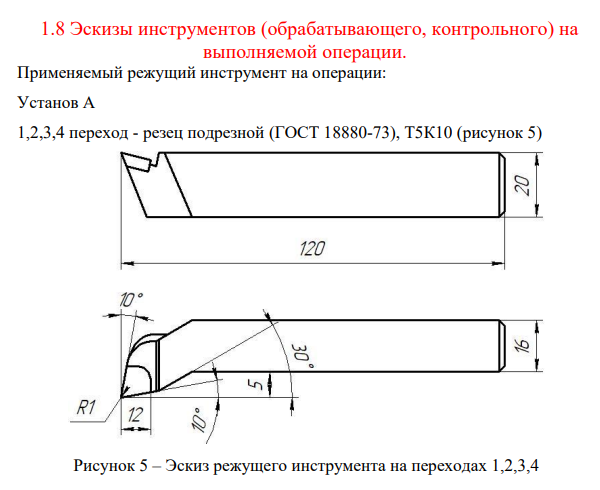
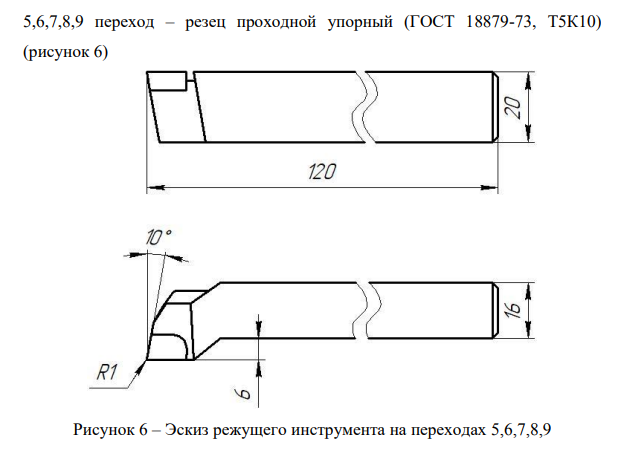
Применяемый режущий инструмент на операции: Установ А 1,2,3,4 переход - резец подрезной (ГОСТ 18880-73), Т5К10 (рисунок 5) Рисунок 5 – Эскиз режущего инструмента на переходах 1,2,3,4 5,6,7,8,9 переход – резец проходной упорный (ГОСТ 18879-73, Т5К10) (рисунок 6) Установ Б 1,2 – резец подрезной (ГОСТ 18880-73), Т5К10 (рисунок 2) 3,4 – резец проходной упорный (ГОСТ 18879-73, Т5К10) (рисунок 3) Так как производство вала среднесерийное, применяем универсальный измерительный инструмент: для контроля линейных размеров, наружных радиальных применяем штангенциркуль ШЦ-II-250-0,05, микрометр гладкий МК-75. На рисунке 7 представим эскиз микрометра гладкого МК-75 Диапазон измерений: 50 – 75мм; цена деления: 0,01 мм; предел допускаемой погрешности: 7 мкм. Микрометры гладкие типа МК предназначены для измерения наружных размеров изделий. Измерительные поверхности оснащены твердым сплавом. Для установки микрометров в начальное положение предназначены установочные меры. Приборы с интервалом измерений не более 25 мм (от 50


- Схема зажимного приспособления на выполняемой операции
- Описание операции, выполняемой на рабочем месте
- Организация труда и рабочего места на участке механической обработки
- Организация и виды контроля (операционный, окончательный)
- Методы получения исходных заготовок
- Структура управления цехом
- Наименование цеха и его основная продукция
- Определить предельные отклонения, систему и вид посадки и построить график посадки для соединений. а). 2 б). 4 в). 24
- мм – посадка с зазором Номинальный размер D=30мм Данная посадка в системе отверстия
- Технологический маршрут обработки самой точной наружной поверхности и габаритного размера
- Технологический процесс обработки детали
- Чертеж исходной заготовки и способ ее получения
- Эскиз узла, в котором работает деталь
- Рабочий чертеж детали