
Технологический процесс обработки детали (Решение → 179)
Заказ №39301
Технологический процесс обработки детали
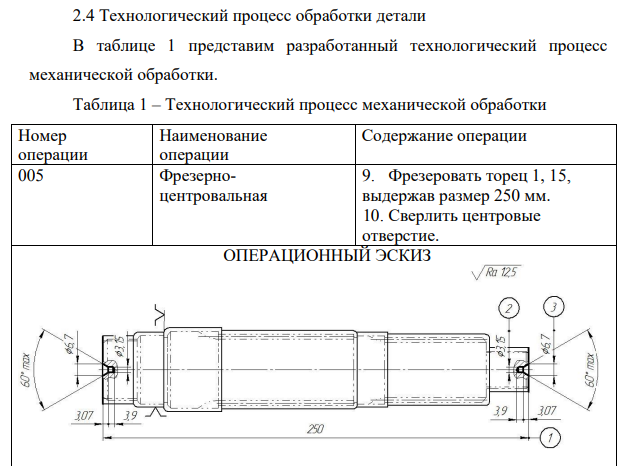
В таблице 1 представим разработанный технологический процесс механической обработки. Таблица 1 – Технологический процесс механической обработки Номер операции Наименование операции Содержание операции 005 Фрезерноцентровальная 9. Фрезеровать торец 1, 15, выдержав размер 250 мм. 10. Сверлить центровые отверстие. ОПЕРАЦИОННЫЙ ЭСКИЗ 010 Токарная Установ А 1. Подрезать торец 3, выдерживая размер 25 2. Подрезать торец 5, выдержав размер 85. 3. Подрезать торец 7 с припуском под шлифование, выдерживая размер 3 4. Подрезать торец 9, выдерживая размер 4 5. Точить поверхность 2 начерно, начисто 6. Точить поверхность 4 начерно, чисто, выдерживая размер 6 7. Точить поверхность 6 начерно, получисто, с припуском под чистовое точение, выдерживая размер 7 8. Точить поверхность 8, начерно, чисто, выдерживая размер 8


- Чертеж исходной заготовки и способ ее получения
- Эскиз узла, в котором работает деталь
- Рабочий чертеж детали
- Эскизы инструментов (обрабатывающего, контрольного) на выполняемой операции.
- Схема зажимного приспособления на выполняемой операции
- Описание операции, выполняемой на рабочем месте
- Организация труда и рабочего места на участке механической обработки
- Назовите признаки классификации сталей
- Расчет абсолютной, относительной и приведенной погрешностей измерительного прибора.
- Расчет абсолютной и относительной погрешностей результата измерения.
- Определить вид посадки и построить график по предельным отклонениям деталей. Записать посадку в буквенном и цифровом обозначении. Дано: Д=d=24мм. ES=33мкм. EI=0 es=-20мкм. ei=-53мкм
- Определить предельные отклонения, систему и вид посадки и построить график посадки для соединений. а). 2 б). 4 в). 24
- мм – посадка с зазором Номинальный размер D=30мм Данная посадка в системе отверстия
- Технологический маршрут обработки самой точной наружной поверхности и габаритного размера