
Составление предварительного технологического маршрута обработки детали (Решение → 399)
Заказ №39301
Составление предварительного технологического маршрута обработки детали
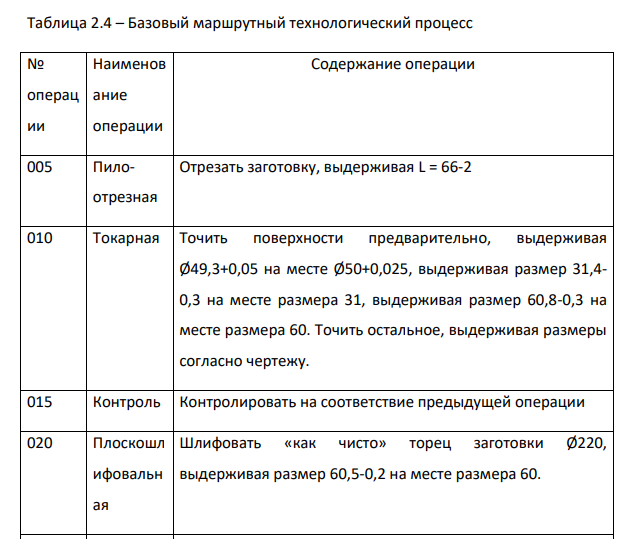
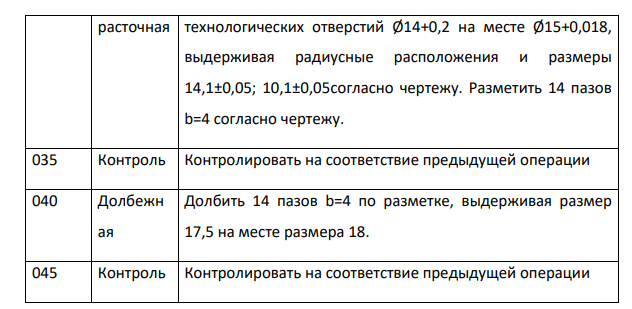
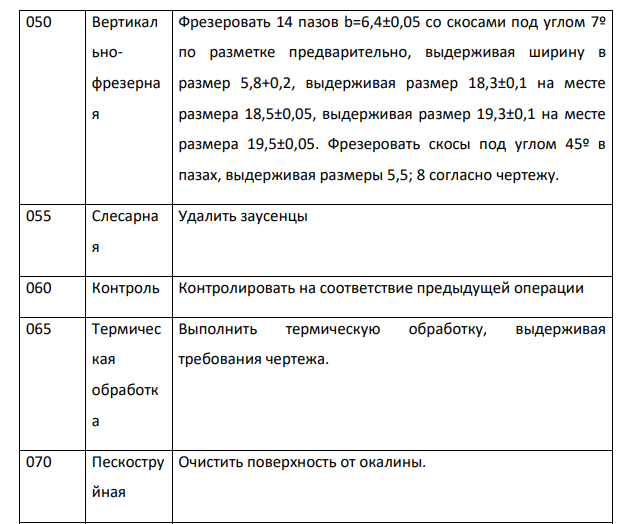
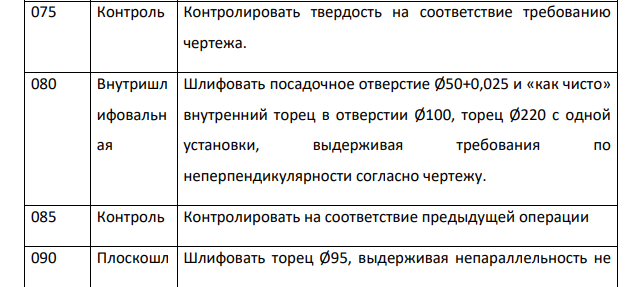
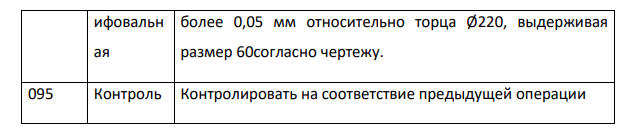
Базовый маршрутный технологический процесс изготовления детали «Корпус фрезы» представим в таблице 2.4. Таблица 2.4 – Базовый маршрутный технологический процесс № операц ии Наименов ание операции Содержание операции 005 Пилоотрезная Отрезать заготовку, выдерживая L = 66-2 010 Токарная Точить поверхности предварительно, выдерживая Ø49,3+0,05 на месте Ø50+0,025, выдерживая размер 31,4- 0,3 на месте размера 31, выдерживая размер 60,8-0,3 на месте размера 60. Точить остальное, выдерживая размеры согласно чертежу. 015 Контроль Контролировать на соответствие предыдущей операции 020 Плоскошл ифовальн ая Шлифовать «как чисто» торец заготовки Ø220, выдерживая размер 60,5-0,2 на месте размера 60. 025 Контроль Контролировать на соответствие предыдущей операции 030 Координа тноРазметить 14 пазов b=6,4±0,05 с учетом размера 4,1±0,05 и углов 20º; 62º30´; 15º согласно чертежу. Выполнить 14 расточная технологических отверстий Ø14+0,2 на месте Ø15+0,018, выдерживая радиусные расположения и размеры 14,1±0,05; 10,1±0,05согласно чертежу. Разметить 14 пазов b=4 согласно чертежу. 035 Контроль Контролировать на соответствие предыдущей операции 040 Долбежн ая Долбить 14 пазов b=4 по разметке, выдерживая размер 17,5 на месте размера 18. 045 Контроль Контролировать на соответствие предыдущей операции 050 Вертикал ьнофрезерна я Фрезеровать 14 пазов b=6,4±0,05 со скосами под углом 7º по разметке предварительно, выдерживая ширину в размер 5,8+0,2, выдерживая размер 18,3±0,1 на месте размера 18,5±0,05, выдерживая размер 19,3±0,1 на месте размера 19,5±0,05. Фрезеровать скосы под углом 45º в пазах, выдерживая размеры 5,5; 8 согласно чертежу. 055 Слесарна я Удалить заусенцы 060 Контроль Контролировать на соответствие предыдущей операции 065 Термичес кая обработк а Выполнить термическую обработку, выдерживая требования чертежа. 070 Пескостру йная Очистить поверхность от окалины. 075 Контроль Контролировать твердость на соответствие требованию чертежа. 080 Внутришл ифовальн ая Шлифовать посадочное отверстие Ø50+0,025 и «как чисто» внутренний торец в отверстии Ø100, торец Ø220 с одной установки, выдерживая требования по неперпендикулярности согласно чертежу. 085 Контроль Контролировать на соответствие предыдущей операции 090 Плоскошл Шлифовать торец Ø95, выдерживая непараллельность не



- ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 2.1 Качественный и количественный анализ технологичности
- АНАЛИТИЧЕСКИЙ РАЗДЕЛ 1.1 Служебное назначение изделия
- Технико-экономические показатели проекта
- Расчет годового экономическогоэффекта
- Расчет приведенных затрат и выбор варианта
- Расчет амортизации основных фондов
- Расчет затрат на режущий инструмент
- Расчет режимов резания Рассчитаем подробно режимы резания на ряд переходов.
- Выбор схем базирования заготовок на операциях
- Назначение припусков и определение межоперационных размеров
- Разработка проектного маршрутного технологического процесса изготовления детали
- Расчет себестоимости двух вариантов получения заготовки
- Расчет коэффициента закрепления операций и определение типа производства
- Предварительный расчет норм времени