
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 2.1 Качественный и количественный анализ технологичности (Решение → 400)
Заказ №39301
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 2.1 Качественный и количественный анализ технологичности Качественный анализ технологичности
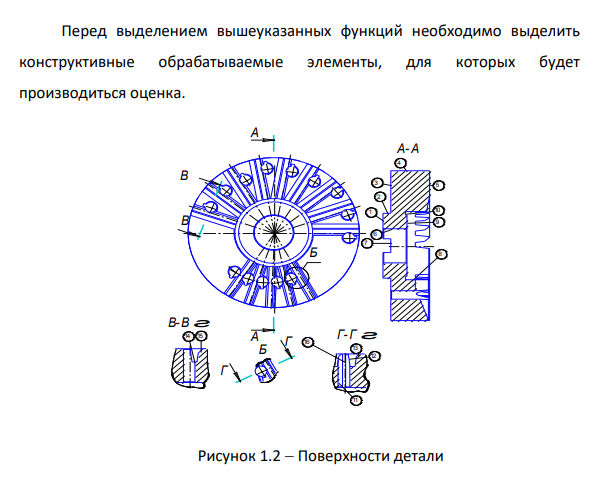
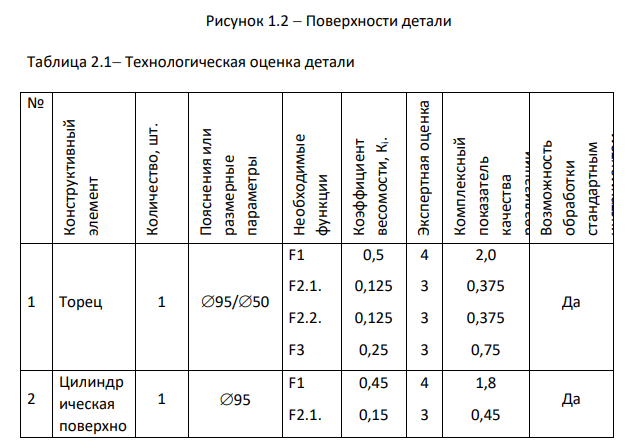
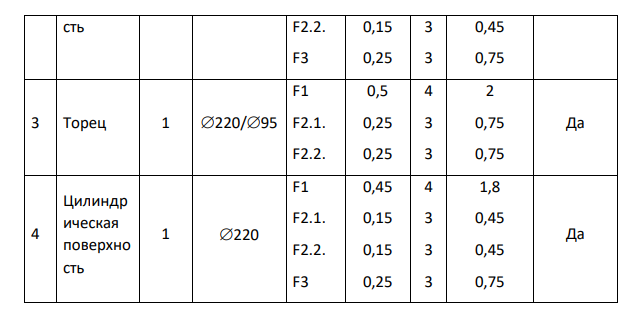
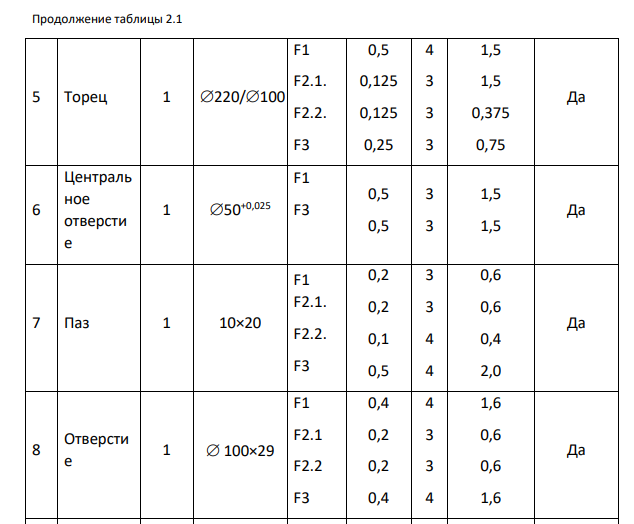
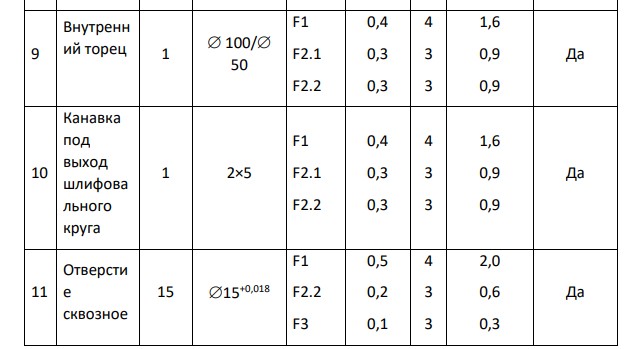
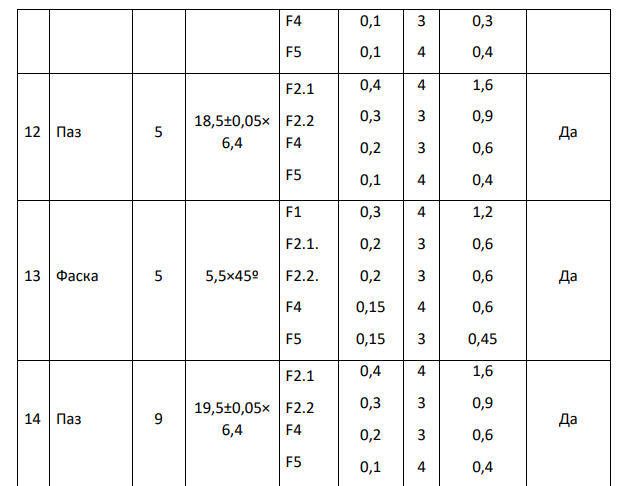
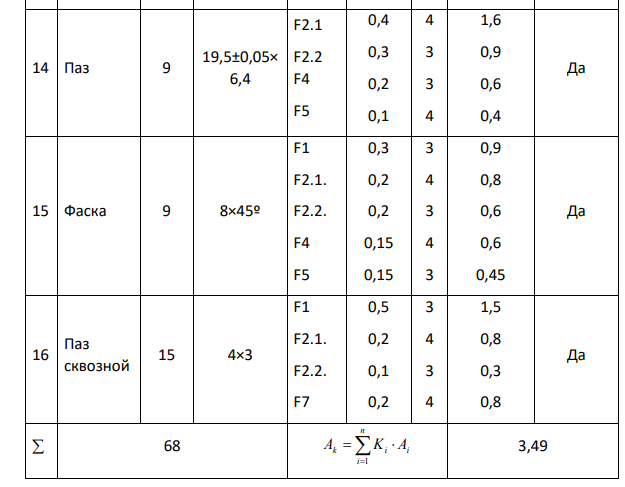
Качественный анализ технологичности проводим по методике, описанной в источнике [1]. Для качественной оценки технологичности отдельных групп элементов необходимо воспользоваться распределением их по функциональному признаку. В качестве таких функциональных признаков, обеспечивающих требуемый уровень качества продукции и снижение материальных и трудовых затрат, можно выделить следующие функции; F1. Обеспечить свободное врезание и выход режущего инструмента. F2. Обеспечить точность. 2.1. Обеспечить рациональные условия базирования. 2.2. Обеспечить рациональную простановку размеров. F3. Обеспечить достаточно высокий уровень жёсткости детали и режущего инструмента. F4. Обеспечить унификацию конструктивных элементов. F5. Обеспечит удобство составления программ для станков с ЧПУ. F6. Повысить эффективность использования станков с ЧПУ и обрабатывающих центров. F7. Снизить объём ручных операций и слесарной доработки. Рассмотрим в отдельности каждый конструктивный элемент корпуса и подберём набор необходимых технологических функций и рассмотрим способы их реализации. Перед выделением вышеуказанных функций необходимо выделить конструктивные обрабатываемые элементы, для которых будет производиться оценка. Г Г Б В - В г 1 4 1 5 1 1 1 3 1 6 1 2 Г - Г г В В Б А А 1 2 3 4 6 7 8 9 А - А 1 0 5 Рисунок 1.2 Поверхности детали Таблица 2.1 Технологическая оценка детали № Конструктивный элемент Количество, шт. Пояснения или размерные параметры Необходимые функции Коэффициент весомости, Кi. Экспертная оценка Комплексный показатель качества реализации функций, A i Ki. Возможность обработки стандартным инструментом 1 Торец 1 95/50 F1 F2.1. F2.2. F3 0,5 0,125 0,125 0,25 4 3 3 3 2,0 0,375 0,375 0,75 Да 2 Цилиндр ическая поверхно 1 95 F1 F2.1. 0,45 0,15 4 3 1,8 0,45 Да сть F2.2. F3 0,15 0,25 3 3 0,45 0,75 3 Торец 1 220/95 F1 F2.1. F2.2. 0,5 0,25 0,25 4 3 3 2 0,75 0,75 Да 4 Цилиндр ическая поверхно сть 1 220 F1 F2.1. F2.2. F3 0,45 0,15 0,15 0,25 4 3 3 3 1,8 0,45 0,45 0,75 Да 5 Торец 1 220/100 F1 F2.1. F2.2. F3 0,5 0,125 0,125 0,25 4 3 3 3 1,5 1,5 0,375 0,75 Да 6 Централь ное отверсти е 1 50+0,025 F1 F3 0,5 0,5 3 3 1,5 1,5 Да 7 Паз 1 10×20 F1 F2.1. F2.2. F3 0,2 0,2 0,1 0,5 3 3 4 4 0,6 0,6 0,4 2,0 Да 8 Отверсти е 1 100×29 F1 F2.1 F2.2 F3 0,4 0,2 0,2 0,4 4 3 3 4 1,6 0,6 0,6 1,6 Да 9 Внутренн ий торец 1 100/ 50 F1 F2.1 F2.2 0,4 0,3 0,3 4 3 3 1,6 0,9 0,9 Да 10 Канавка под выход шлифова льного круга 1 2×5 F1 F2.1 F2.2 0,4 0,3 0,3 4 3 3 1,6 0,9 0,9 Да 11 Отверсти е сквозное 15 15+0,018 F1 F2.2 F3 0,5 0,2 0,1 4 3 3 2,0 0,6 0,3 Д F4 F5 0,1 0,1 3 4 0,3 0,4 12 Паз 5 18,5±0,05× 6,4 F2.1 F2.2 F4 F5 0,4 0,3 0,2 0,1 4 3 3 4 1,6 0,9 0,6 0,4 Да 13 Фаска 5 5,5×45º F1 F2.1. F2.2. F4 F5 0,3 0,2 0,2 0,15 0,15 4 3 3 4 3 1,2 0,6 0,6 0,6 0,45 Да 14 Паз 9 19,5±0,05× 6,4 F2.1 F2.2 F4 F5 0,4 0,3 0,2 0,1 4 3 3 4 1,6 0,9 0,6 0,4 Да 15 Фаска 9 8×45º F1 F2.1. F2.2. F4 F5 0,3 0,2 0,2 0,15 0,15 3 4 3 4 3 0,9 0,8 0,6 0,6 0,45 Да 16 Паз сквозной 15 4×3 F1 F2.1. F2.2. F7 0,5 0,2 0,1 0,2 3 4 3 4 1,5 0,8 0,3 0,8 Да 68 n i Ak Ki Ai 1 3,49 1. В соответствии с конкретным исполнением детали осуществляется подбор необходимых технологических функций для каждого конструктивного элемента. 2. Для каждой функции определяется коэффициент весомости (значимости) по сравнению с остальными функциями. Коэффициент весомости каждого показателя Ki определяется экспертным путём по их приоритету, а их суммарное значение:


- АНАЛИТИЧЕСКИЙ РАЗДЕЛ 1.1 Служебное назначение изделия
- Технико-экономические показатели проекта
- Расчет годового экономическогоэффекта
- Расчет приведенных затрат и выбор варианта
- Расчет амортизации основных фондов
- Расчет затрат на режущий инструмент
- Расчет затрат на техническое обслуживание и ремонт технологического оборудования.
- Выбор схем базирования заготовок на операциях
- Назначение припусков и определение межоперационных размеров
- Разработка проектного маршрутного технологического процесса изготовления детали
- Расчет себестоимости двух вариантов получения заготовки
- Расчет коэффициента закрепления операций и определение типа производства
- Предварительный расчет норм времени
- Составление предварительного технологического маршрута обработки детали