
Ирина Эланс
Исходные данные Материал Временное сопротивление, σВ Толщина листа S, мм Размеры изделия кГс/ мм2 МПа Диаметр dН, мм, Высота, h, мм Сталь 30 50 500 0,8 80 140 (Решение → 84)
Заказ №39301
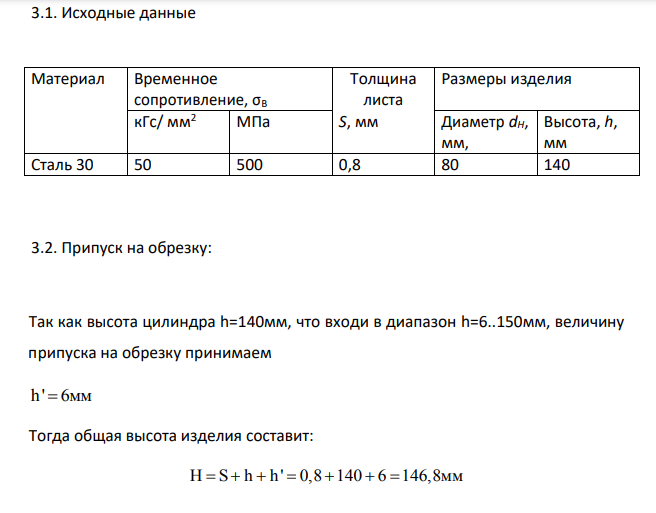
Исходные данные Материал Временное сопротивление, σВ Толщина листа S, мм Размеры изделия кГс/ мм2 МПа Диаметр dН, мм, Высота, h, мм Сталь 30 50 500 0,8 80 140
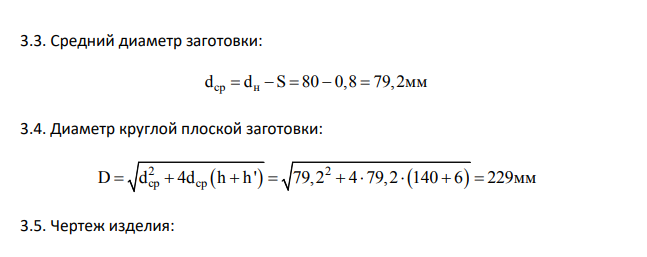
3.2. Припуск на обрезку: Так как высота цилиндра h=140мм, что входи в диапазон h=6..150мм, величину припуска на обрезку принимаем h ' 6 мм Тогда общая высота изделия составит: H S h h ' 0,8 140 6 146,8 мм 3.3. Средний диаметр заготовки: ср н d d S 80 0,8 79,2 мм 3.4. Диаметр круглой плоской заготовки: 2 2 D d 4d h h ' 79,2 4 79,2 140 6 229 ср ср мм 3.5. Чертеж изделия:


- Основы теории измерений
- Для измерения заданной поверхности детали выбрать средства измерения для единичного и среднесерийного производства. Учесть погрешность измерения, согласно квалитета и погрешность средства измерения. Обосновать свой выбор. Исходные данные: 100d8.
- Назначить стандартные допустимые отклонения на угловые размеры шаблона, если его погрешности не должны превышать 1/5 погрешностей проверяемых деталей, изготовляемых по степени точности.
- Для заданного сопряжения определить предельные размеры вала и отверстия; определить величину допусков каждой детали; найти величину предельных зазоров или натягов и допуск посадки
- Определить предельные размеры, допуски и натяг. Дать графическое представление посадки при следующих исходных данных: -номинальный размер вала d=80мм. -верхнее отклонение вала es=+89мкм.
- Определить предельные размеры, допуски и зазор. Дать графическое представление посадки при следующих исходных данных: -номинальный размер вала d=40мм. -верхнее отклонение вала es=-9мкм.
- При измерениях вала ø47h12(-0,25) получены следующие результаты: 46,72; 46,75; 46,76; 46,80; 46,81; 46,82; 46,82; 46,83; 46,85; 46,87; 46,88; 46,88; 46,90; 46,91; 46,92; 46,92; 46,93; 46,94; 46,96; 46,98; 46,99 мм.
- Исходные данные: Деталь «Фланец» (рисунок 1.1). Материал детали – сталь 12ХН3А ГОСТ 4543-2016 Штамповочное оборудование – молот, Способ штамповки – открытый класс точности поковки II Масса детали: Gд 1,79кг
- Исходные данные: Номер деталей К-во операций Тшт-к на операцию №, мин Nг Сз, тыс.руб С,млн.руб 23 6 8 7 6 7 8 9 8000 13 26,0 24 6 4 5 4 6 5 7 3000 13,1 9,8
- Дано: n=400об/мин D=2,5мм L=5,52мм Найти: s, V, To
- Глубину резания на черновую обработку принимаем t=3,5мм Дано: n=400об/мин t=3,5мм D=28мм L=20мм Найти: s, V, To
- Глубину резания на черновую обработку принимаем t=1,5мм Дано: n=630об/мин t=1,5мм D=31мм L=42мм Найти: s, V, To
- Дано: n=630об/мин t=2мм D=31мм Найти: s, V, To Рекомендуемая подача при глубине резания t=2мм и при диаметре заготовки 31мм.
- Токарные операции Изготовление детали из прутка (базовый вариант)