
Для заданного вида обработки необходимо: 1. Выполнить схему обработки с указанием необходимых движений и глубины резания. 2. Выбрать режущий инструмент: вид материал режущей части, геометрию. (Решение → 736)
Заказ №39301
Для заданного вида обработки необходимо: 1. Выполнить схему обработки с указанием необходимых движений и глубины резания. 2. Выбрать режущий инструмент: вид материал режущей части, геометрию. 3. Рассчитать и определить основные части и элементы режущего инструмента. 4. Выполнить рабочий чертеж инструмента. 5. По таблицам нормативов определить режимы резания. 6. Определить основное время. Обработка ведется за один проход. Исходные данные: Вид обработки – зенкерование сквозного отверстия, работа без охлаждения, отверстие предварительно просверлено. Обрабатываемый материал-серый чугун, 200НВ Шероховатость обработанной поверхности: Rz20
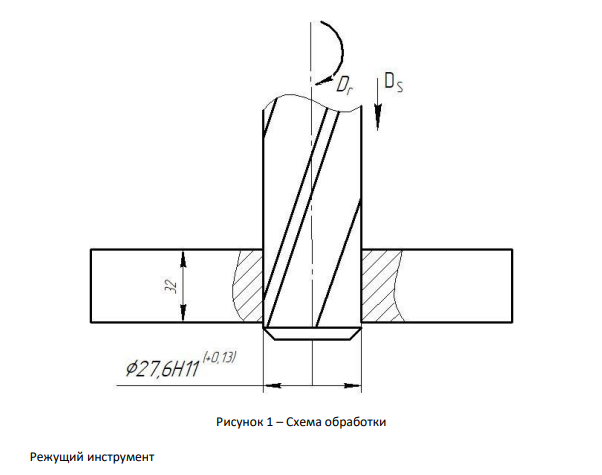
Диаметр необработанного отверстия D=26мм Диаметр обработанного отверстия d=27,6Н11мм Длина обрабатываемого отверстия l=32мм Отверстие сквозное Станок – 2Н135 Период стойкости зенкера ø27,6мм при зенкеровании отверстия в сером чугуне T=40мин. На рисунке 1 представим схему обработки отверстия. 421 Рисунок 1 – Схема обработки Режущий инструмент Для зенкерования отверстия применяем цельный зенкер с коническим хвостовиком 27,6мм по ГОСТ 12489-71. Конус Морзе 4. Число зубьев z=3. Геометрические параметры Главный угол в плане - 0 60 Задний угол на режущей части =6…100 , принимаем α=100 . Задняя поверхность -, винтовой. Угол наклона стружечной канавки цельного зенкера ω = 150…250 , принимаем ω = 200 Зенкер выполняется из быстрорежущей стали Р18. Режимы резания Определение глубины резания при зенкеровании


- Рассчитать составной токарный резец на прочность. Исходные данные: Вид обработки – Черновое растачивание глухого отверстия. Форма сечения державки – квадратная. Материал режущей части – Т5К10 Материал заготовки – ст 5, σв = 600МПа. диаметр заготовки D = 40 мм обработанный диаметр d=44мм подача S=0,2мм вылет резца l = 60 мм
- Сила сопротивления резанию при точении и её разложение. Частные случаи разложения равнодействующей силы. Формулы для подсчета составляющих сил резания.
- Универсальные системы числового программного управления (СЧПУ) в модели станка обозначаются 411 а) Ф1; б) Ф2; в) Ф3; г) Ф4.
- Вместимость инструментального магазина многоцелевого станка: а) 12-120 инструментов; б) 30 -60 инструментов; в) 10-100 инструментов; г) любое количество инструментов
- Сверление отверстий в крупных заготовках выполняют на сверлильных станках а) настольных; б) вертикальных; в) радиальных; г) горизонтальных.
- Движение позиционирования – это а) перемещение инструмента в заданную точку с обработкой; б) перемещение инструмента в заданную точку без обработки; в) поворот стола; г) перемещение шпиндельной бабки
- Зубчатые поверхности обрабатываются на станках а) фрезерных; б) долбежных; в) строгальных; г) шлифовальных.
- Для сборочного узла выходного вала (рисунок 1), составить размерную цепь. Определить допуски и предельные отклонения для указанных размеров деталей, исходя из значений минимального функционального зазора Smin, и его допуска Т(S) следующими методами
- На чертежах соединений проставить обозначения заданных посадок в буквенном виде, а на чертежах деталей – обозначения полей допусков в смешанном варианте.
- Сварить детали 1 и 2, производство массовое, требуется герметичность материала шва.
- Подберите легкоплавкий сплав для подшипника скольжения: а) расшифруйте состав и определите, к какой группе относиться данный сплав; б) опишите микроструктуру сплава; в) укажите основные свойства и требования, предъявляемые к сплаву.
- Как и в какой стали могли возникнуть такие структуры: феррит + мартенсит; мартенсит отпуска + феррит; троостит отпуска? Охарактеризуйте качество получаемых структур.
- Испытание образцов на ударную вязкость
- Опишите явление полиморфизма в приложении к железу, а так же строение и основные характеристики кристаллической решетки (параметры, координационное число, плотность упаковки) для объемно центрированной кубической модификации.