
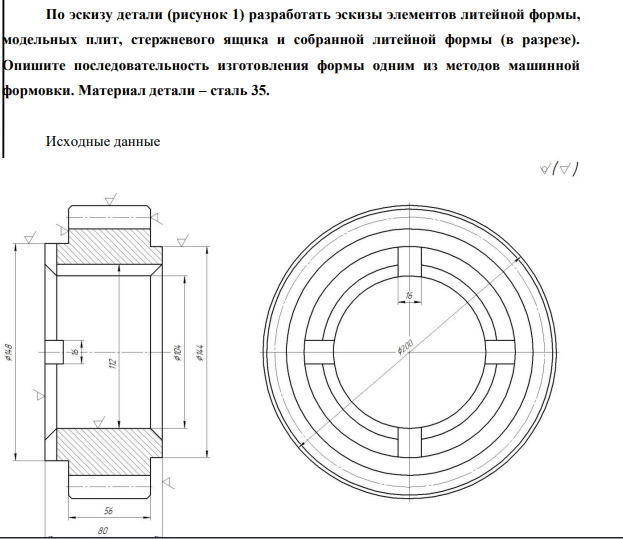
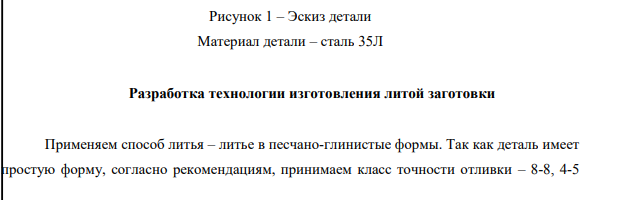
По эскизу детали (рисунок 1) разработать эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литейной формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали – сталь 35. (Решение → 520)
Заказ №39301
По эскизу детали (рисунок 1) разработать эскизы элементов литейной формы, модельных плит, стержневого ящика и собранной литейной формы (в разрезе). Опишите последовательность изготовления формы одним из методов машинной формовки. Материал детали – сталь 35.
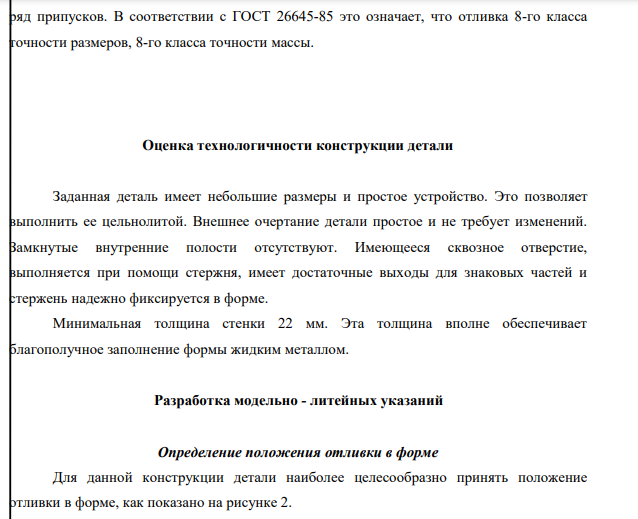
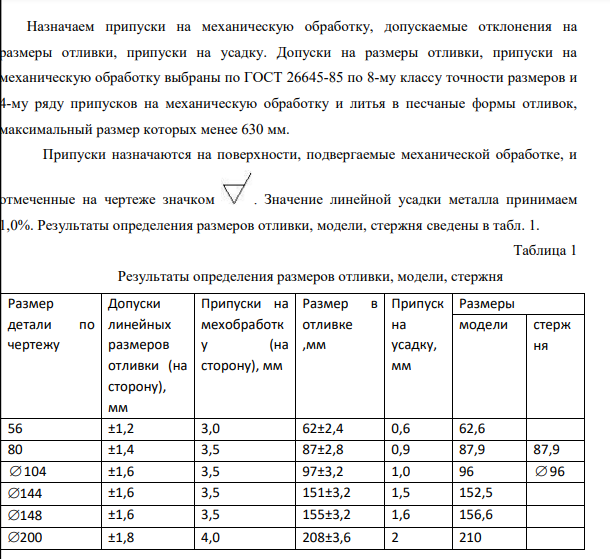
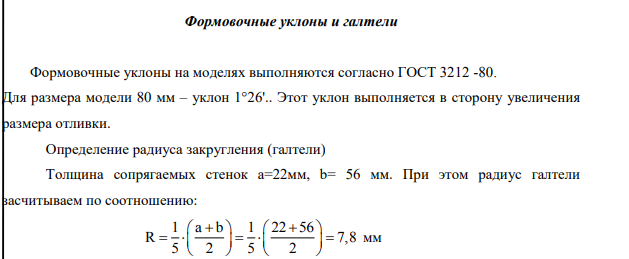
Разработка технологии изготовления литой заготовки Применяем способ литья – литье в песчано-глинистые формы. Так как деталь имеет простую форму, согласно рекомендациям, принимаем класс точности отливки – 8-8, 4-5 ряд припусков. В соответствии с ГОСТ 26645-85 это означает, что отливка 8-го класса точности размеров, 8-го класса точности массы. Оценка технологичности конструкции детали Заданная деталь имеет небольшие размеры и простое устройство. Это позволяет выполнить ее цельнолитой. Внешнее очертание детали простое и не требует изменений. Замкнутые внутренние полости отсутствуют. Имеющееся сквозное отверстие, выполняется при помощи стержня, имеет достаточные выходы для знаковых частей и стержень надежно фиксируется в форме. Минимальная толщина стенки 22 мм. Эта толщина вполне обеспечивает благополучное заполнение формы жидким металлом. Разработка модельно - литейных указаний Определение положения отливки в форме Для данной конструкции детали наиболее целесообразно принять положение отливки в форме, как показано на рисунке 2. Рисунок 2 – Положение отливки в форме При этом варианте легко устанавливается стержень, имеется возможность его надежного закрепления и контроля всех размеров полости формы. Назначаем припуски на механическую обработку, допускаемые отклонения на размеры отливки, припуски на усадку. Допуски на размеры отливки, припуски на механическую обработку выбраны по ГОСТ 26645-85 пo 8-му классу точности размеров и 4-му ряду припусков на механическую обработку и литья в песчаные формы отливок, максимальный размер которых менее 630 мм. Припуски назначаются на поверхности, подвергаемые механической обработке, и отмеченные на чертеже значком . Значение линейной усадки металла принимаем 1,0%. Результаты определения размеров отливки, модели, стержня сведены в табл. 1. Таблица 1 Результаты определения размеров отливки, модели, стержня Размер детали по чертежу Допуски линейных размеров отливки (на сторону), мм Припуски на мехобработк у (на сторону), мм Размер в отливке ,мм Припуск на усадку, мм Размеры модели стерж ня 56 ±1,2 3,0 62±2,4 0,6 62,6 80 ±1,4 3,5 87±2,8 0,9 87,9 87,9 104 ±1,6 3,5 97±3,2 1,0 96 96 144 ±1,6 3,5 151±3,2 1,5 152,5 148 ±1,6 3,5 155±3,2 1,6 156,6 200 ±1,8 4,0 208±3,6 2 210 Формовочные уклоны и галтели Формовочные уклоны на моделях выполняются согласно ГОСТ 3212 -80. Для размера модели 80 мм – уклон 1°26'.. Этот уклон выполняется в сторону увеличения размера отливки. Определение радиуса закругления (галтели) Толщина сопрягаемых стенок а=22мм, b= 56 мм. При этом радиус галтели засчитываем по соотношению: 1 a b 1 22 56 R 7,8 5 2 5 2 мм


- Для прибора рассчитать значения абсолютных, относительных и приведенных основных погрешностей измерения. Результаты представить в виде таблицы и графиков.
- При измерениях вала ø46h12(-0,25) получены следующие результаты: 45,72; 45,75; 45,76; 45,80; 45,81; 45,82; 45,82; 45,83; 45,85; 45,87; 45,88; 45,88; 45,90; 45,91; 45,92; 45,92; 45,93; 45,94; 45,96; 45,98; 45,99 мм.
- Произведено 10 измерений сопротивления резистора Номер измерения Сопротивление, кОм 1 0,8 2 0,9 3 0,7 4 1,0 5 1,1 6 0,9 7 1,2 8 0,8 9 1,0 10 0,9 Предполагая закон распределения полученных результатов нормальным, определить доверительный интервал истинного значения сопротивления резистора с доверительной вероятностью Р=0,95
- Результаты измерений диаметра диска соответствуют: 46,4; 46,6; 46,8; 46,7; 45,9; 45,8; 46 мм. Чему равна площадь диска? Ответ записать в стандартной форме с учетом правил округления абсолютной и относительной погрешностей
- После округления получены следующие результаты измерений: А=(22,3±0,2)с; В=(13,3±0,4)мм; С=(352±6)г. Чему равны относительные погрешности в данных результатах? Какие физические величины представляют А, В, С?
- При многократном измерении длины L получены значения в миллиметрах: 22,2; 22,0; 22,4; 21,7; 22,3; 21,9;22,2. Укажите доверительные границы истинного значения длины с вероятностью 0,98 (tp=3,143).
- Расчет размерных цепей 1.1. Расчет размерной цепи методом максимума-минимума Обеспечить зазор между подшипником и торцом крышки АΔ с допуском 1,3мм. На рисунке 1 представим эскиз узла с размерной цепью.
- Произведено 10 измерений сопротивления резистора Номер измерения Сопротивление, кОм 1 0,3 2 0,5 3 0,6 4 0,3 5 0,7 6 0,4 7 0,8 8 0,5 9 0,6 10 0,8 Предполагая закон распределения полученных результатов нормальным, определить доверительный интервал истинного значения сопротивления резистора с доверительной вероятностью Р=0,95.
- Результаты измерений диаметра диска соответствуют: 55,4; 55,6; 55,8; 55,7; 54,9; 54,8; 55мм. Чему равна площадь диска? Ответ записать в стандартной форме с учетом правил округления абсолютной и относительной погрешностей.
- После округления получены следующие результаты измерений: А=(44,3±0,2)с; В=(63,3±0,4)мм; С=(139±4)г. Чему равны относительные погрешности в данных результатах? Какие физические величины представляют А, В, С?
- При многократном измерении длины L получены значения в миллиметрах: 30,2; 30,0; 30,4; 29,7; 30,3; 29,9;30,2. Укажите доверительные границы истинного значения длины с вероятностью 0,98 (tp=3,143).
- Технологические особенности сварки углеродистых и легированных сталей. приведите марку сварочной проволоки.
- Опишите физическую сущность процесса деформирования срезаемого слоя, наклепа и нароста в процессе резания. Укажите влияние наклепа и нароста на точность и шероховатость обработанной поверхности.
- Изложите сущность процесса волочения и укажите области его применения. Начертите схему процесса. Опишите типы волочильных станков. Укажите условия, необходимые для успешного ведения процесса.