
Для операции шлифования необходимо: 1.выполнить схему обработки 2.выбрать шлифовальный круг (размеры, форму и характеристики) 3.назначить режимы резания 4.определить основное время. Dз, ds- диаметр шлифуемой поверхности (мм) L - длина шлифуемой поверхности (мм) L1- длина вала (мм) h - припуск на сторону (мм) (Решение → 351)
Заказ №39301
Для операции шлифования необходимо: 1.выполнить схему обработки 2.выбрать шлифовальный круг (размеры, форму и характеристики) 3.назначить режимы резания 4.определить основное время. Dз, ds- диаметр шлифуемой поверхности (мм) L - длина шлифуемой поверхности (мм) L1- длина вала (мм) h - припуск на сторону (мм) Для операции шлифования необходимо: 1.выполнить схему обработки 2.выбрать шлифовальный круг (размеры, форму и характеристики) 3.назначить режимы резания 4.определить основное время. Dз, ds- диаметр шлифуемой поверхности (мм) L - длина шлифуемой поверхности (мм) L1- длина вала (мм) h - припуск на сторону (мм) Исходные данные: Вид Материал заготовки Обработка, шероховатость поверхности Движение подачи dз Dз L L1 h Модель станка Внутренне круглое Ст 35 незакаленная предварительная Ra 1.25 Продольно е 70 50 0,2 3K228B
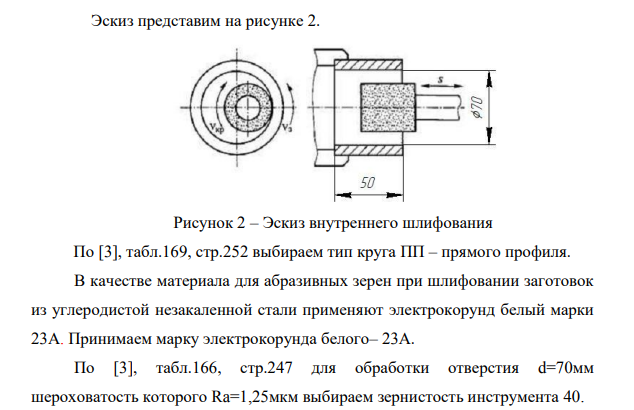
Эскиз представим на рисунке 2. Рисунок 2 – Эскиз внутреннего шлифования По [3], табл.169, стр.252 выбираем тип круга ПП – прямого профиля. В качестве материала для абразивных зерен при шлифовании заготовок из углеродистой незакаленной стали применяют электрокорунд белый марки 23А. Принимаем марку электрокорунда белого– 23А. По [3], табл.166, стр.247 для обработки отверстия d=70мм шероховатость которого Ra=1,25мкм выбираем зернистость инструмента 40. 922 Вещество или совокупность веществ, применяемых для закрепления зерен шлифовального материала и наполнителя в абразивном инструменте, называют связкой. Наполнитель в связке предназначен для придания инструменту необходимых физико-механических, технологических и эксплуатационных свойств. Связка влияет на геометрию рельефа рабочей поверхности инструмента, износ абразивного инструмента и параметры шероховатости обработанной поверхности. Выбираем керамическую связку К8. Твердостью абразивного инструмента называют величину, характеризующую свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик инструментов в пределах установленных норм. Для обработки не закаленной стали выбираем класс средней твердости СТ1 ГОСТ 18118–79. По [3], табл.167, стр.249 выбираем объемное содержание шлифовального материала 50%, номер структуры C 0,5 (62 у а Ф ) , где Фа – объемное содержание шлифовального материала. Получаем C 0,5 (62 50) 6


- Для операции зубофрезерования червячной модульной фрезой необходимо: 1. выполнить схему обработки с указанием движений; 2. выбрать режущий инструмент: вид, материал режущей части, основные части и элементы, геометрию(углы); 3. по таблицам нормативов определять режимы резания;
- Для соединения с призматической шпонкой по ГОСТ 23360-78, ГОСТ 25346-89: 1. Найти сечение призматической шпонки и размеры шпоночных пазов в валу и во втулке.
- Две детали соединяются друг с другом по посадке, характер которой определяется назначением и конструктивными особенностями деталей. Требуется: 1. Определить предельные (наибольший и наименьший) размеры отверстия и вала;
- Определите доверительный интервал с надежностью р=0,99 для последовательности нормальнораспределенных результатов измерений давления. Запишите результат измерения.
- В опорах сплошного вала редуктора установлены радиальные однорядные шарикоподшипники условного обозначения 313, класса точности 0.
- Основные свойства материалов при нормальных температурах 3. Определить E, и G параметры упругих свойств материала
- Основные свойства материалов при нормальных температурах 1. Определить E, и G параметры упругих свойств материала. 2. Определить и параметры пластических свойств материала.
- Вычертите диаграмму состояния железо-карбид железа. Укажите во всех областях диаграммы состояния структурные составляющие. Опишите превращения и постройте кривую охлаждения для сплава, содержащего 3,0% С. П
- Что такое твердый раствор? Виды твердых растворов и их свойства
- Для каждого размера детали подобрать средство измерений для серийного производства. 2. Для резьбы, шлицев или зубьев указать средства для комплексного и поэлементного контроля.
- Для заданного размера определить предельные и исполнительные размеры проходного и непроходного калибров. Построить схему расположения полей допусков.
- Расшифровать обозначение шлицевой детали, определить предельные размеры ее элементов. Исходные данные: Деталь – втулка Обозначение: b - 10×72H8×82×12D9
- Определить предельные размеры всех элементов шпоночного соединения, начертить схему расположения полей допусков по ширине шпонки.
- Расшифровать обозначение резьбы, определить предельные размеры диаметров резьбы. Исходные данные: М8-6Н-20