
Качественный и количественный анализ технологичности детали (Решение → 134)
Заказ №39301
Качественный и количественный анализ технологичности детали
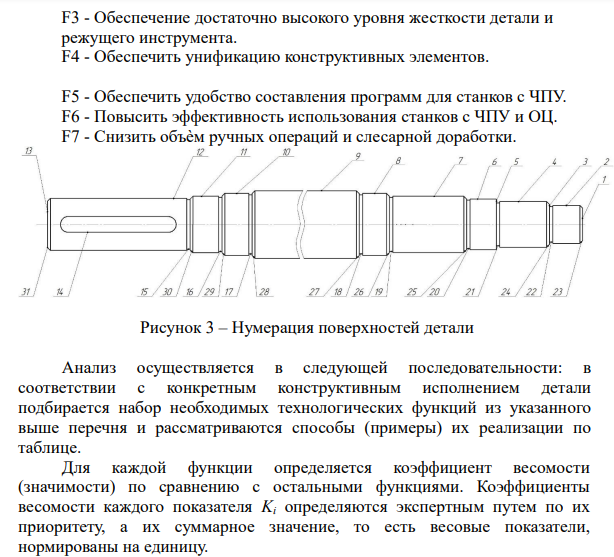
Качественный анализ технологичности 1. Конфигурация детали вала и материал сталь 40Х позволяют применять наиболее прогрессивные метод производства заготовки, сокращающий объем механической обработки. Вал в процессе работы испытывает большие статические и динамические нагрузки, вследствие чего он должен иметь высокие прочностные свойства. Всем этим требованиям наиболее полно отвечают заготовки, полученные ковкой и из проката. 2. В конструкции детали –вал предусмотрены поверхности, которые используются в качестве технологических баз, ими являются основные конструкторские базы – шейки вала под подшипники (используемых на черновых операциях для подготовки технологических баз – центровых отверстий), т.е. сохраняется принцип постоянства баз. 3. Наиболее ответственной поверхностью детали являются шейки вала под подшипники (основная конструкторская база), их точность соответствует 6 квалитету точности 55k6 , шероховатость обработки этой поверхности Ra = 1,25. Так же в соответствии с 6 квалитетом точности выполнены присоединительные поверхности ø46k6, ø34k6, данные поверхности имеют шероховатость Ra = 1,25. Шейки вала под втулки выполнены в соответствии с 8 квалитетом точности, шероховатость поверхностей Ra 2.5. Остальные поверхности вала, согласно техническим требованиям выполняются по 14 квалитету точности. Точность размеров можно считать обоснованной. 6. Большинство диаметральных и линейных размеров детали – вал входят в ряды нормальных линейных размеров по ГОСТ 6636-69, например, 34, 46,55 60, ø45, ø50, 100, 180,200. Размеры, фасок, радиусов также соответствуют рекомендуемым. Следовательно, конструктивные элементы данной детали в достаточной степени стандартизованы. 5. Для выхода и входа инструмента при обработке детали не имеется препятствий. Для каждой функции определяется коэффициент весомости (значимости). В соответствии с конкретным конструктивным исполнением детали подбирается набор необходимых технологических функций и рассматриваются способы их реализации. В качества таких функции можно выделить следующие: F1 – Обеспечить свободное врезание и выход режущего инструмента. F2 – Обеспечить точность. F2.1 - Обеспечить рациональные условия базирования. F2.2 - Обеспечить рациональную простановку размеров. F3 - Обеспечение достаточно высокого уровня жесткости детали и режущего инструмента. F4 - Обеспечить унификацию конструктивных элементов. F5 - Обеспечить удобство составления программ для станков с ЧПУ. F6 - Повысить эффективность использования станков с ЧПУ и ОЦ. F7 - Снизить объѐм ручных операций и слесарной доработки. Рисунок 3 – Нумерация поверхностей детали Анализ осуществляется в следующей последовательности: в соответствии с конкретным конструктивным исполнением детали подбирается набор необходимых технологических функций из указанного выше перечня и рассматриваются способы (примеры) их реализации по таблице. Для каждой функции определяется коэффициент весомости (значимости) по сравнению с остальными функциями. Коэффициенты весомости каждого показателя Ki определяются экспертным путем по их приоритету, а их суммарное значение, то есть весовые показатели, нормированы на единицу. Таблица 1 – Коэффициенты весомости показателей Fi F1 F2 F3 F4 F5 F6 F7 Ki 0,15 0,25 0,10 0,20 0,15 0,10 0,05



- Служебное назначение изделия
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер D = 18 мм верхнее отклонение ES=+ 0,009 мм
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер D=15 мм верхнее отклонение ES= +0,011 мм
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер d=25 мм верхнее отклонение es= 0 мм
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер D = 18 мм верхнее отклонение ES=+ 0,009 мм нижнее отклонение EI= 0,009 мм
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер d= 25 мм верхнее отклонение es=+0,015 мм
- Определите предельные размеры и допуск вала. Нанесите размер на чертеж. Определите годность детали. Постройте схему поля допуска. Дано: номинальный размер D = 20 мм верхнее отклонение ES=+0,020 мм
- Определение норм времени на изготовление детали
- Выбор станочного оборудования на операции, приспособлений и режущего инструмента
- Выбор схем базирования заготовки на операциях механической обработки
- Расчет выбранной заготовки
- Выбор варианта получения заготовки
- Обоснование типа производства
- Маршрутное описание технологического процесса изготовления детали