
Определение норм времени на изготовление детали (Решение → 127)
Заказ №39301
Определение норм времени на изготовление детали
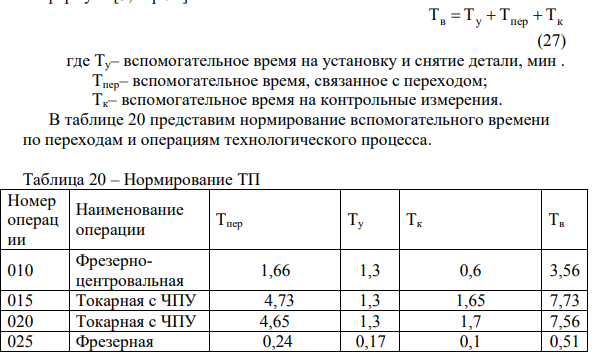
Общая норма времени на механическую обработку одной заготовки определяется по формуле [5. стр.94]: Т Т Т Т Т шт о в обс. отд (25) где То – технологическое основное время, мин. Тв – вспомогательное время, мин. Тобс. – время на обслуживание рабочего места, мин. Тотд. – время на отдых и естественные надобности. Основное технологическое время рассчитывается по формуле, имеющей общий вид: 0 cт ст L i Т , n s (26) где L – расчетная длина рабочего хода режущего инструмента, L=L1+l1+l2 L1-длина обработки l1-величина врезания l2-величина перебега i – число рабочих ходов; nст – частота вращения шпинделя станка, принятая по паспорту станка; sст – подача по паспортным данным станка. По каждой операции рассчитываем основное технологическое время в соответствии с рекомендациями. Вспомогательное время на технологическую операцию определим по формуле [5, стр.92]: Т Т Т Т в у пер к (27) где Ту– вспомогательное время на установку и снятие детали, мин . Тпер– вспомогательное время, связанное с переходом; Тк– вспомогательное время на контрольные измерения. В таблице 20 представим нормирование вспомогательного времени по переходам и операциям технологического процесса. Таблица 20 – Нормирование ТП Номер операц ии Наименование операции Тпер Ту Тк Тв 010 Фрезерноцентровальная 1,66 1,3 0,6 3,56 015 Токарная с ЧПУ 4,73 1,3 1,65 7,73 020 Токарная с ЧПУ 4,65 1,3 1,7 7,56 025 Фрезерная 0,24 0,17 0,1 0,51


- Выбор станочного оборудования на операции, приспособлений и режущего инструмента
- Выбор схем базирования заготовки на операциях механической обработки
- Расчет выбранной заготовки
- Выбор варианта получения заготовки
- Обоснование типа производства
- Маршрутное описание технологического процесса изготовления детали
- Качественный и количественный анализ технологичности детали
- Метод полной взаимозаменяемость. Прямая задача.
- Маркировка металлов и сплавов
- Технология изготовления резиновых изделий
- Антифрикционные (подшипниковые) сплавы на оловянной, свинцовой, цинковой и алюминиевой основах
- Сбор документации по технологической оснастке
- Конструкторская часть
- Метрологическое обеспечение и контроль качества детали