
На горизонтально-фрезерном станке 6Р82Г проводится цилиндрическое фрезерование плоской поверхности шириной B = 80 мм и длиной l = 300 мм; припуск на обработку h = 3 мм. (Решение → 620)
Заказ №39301
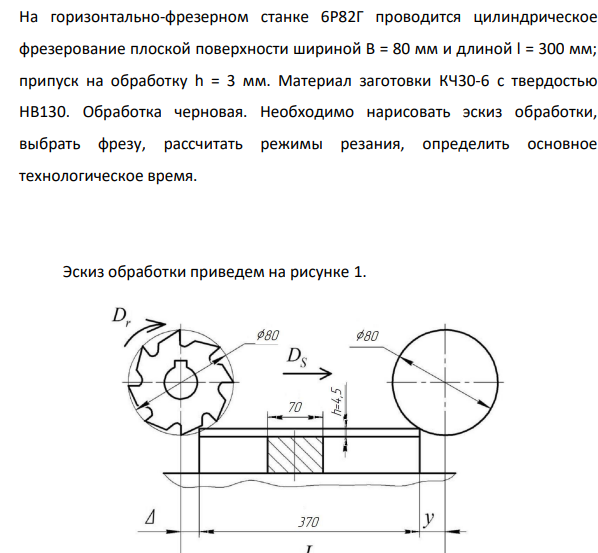
На горизонтально-фрезерном станке 6Р82Г проводится цилиндрическое фрезерование плоской поверхности шириной B = 80 мм и длиной l = 300 мм; припуск на обработку h = 3 мм. Материал заготовки КЧ30-6 с твердостью НВ130. Обработка черновая. Необходимо нарисовать эскиз обработки, выбрать фрезу, рассчитать режимы резания, определить основное технологическое время.
Эскиз обработки приведем на рисунке 1. Рисунок 1. Эскиз обработки. Выбираем фрезу и устанавливаем ее геометрические элементы. Принимаем для обработки заготовки из чугуна стандартную цилиндрическую фрезу из быстрорежущей стали Р6М5 с крупным зубом. При ширине фрезерования В=80мм и припуске на обработку h=3мм диаметр фрезы принимаем D=80мм, z=10. Геометрические параметры фрезы по ГОСТ 29092-91: =15, =15. Угол наклона винтовой стружечной канавки для фрез с крупным зубом 40 Назначение режима резания. Устанавливаем глубину резания. При черновом фрезеровании припуск снимается за один проход. Следовательно, глубина резания будет равна припуску на обработку t= h=3мм. Назначаем подачу на один зуб фрезы. При обработке стали цилиндрическими фрезами с крупным зубом из быстрорежущей стали на станке 6Р82Г подачу выбираем в зависимости от мощности двигателя станка ( N 7,5 эд кВт ) при средней жесткости системы zтабл s 0,2…0,3мм/зуб. Принимаем значение подачи zтабл s 0,2мм/зуб. Тогда z zтабл sz s s K (1) Поправочный коэффициент на подачу при фрезеровании определяется следующим произведением [2]: K K K K K sz szHB szl szZ szM (2) KszHB 1,4-коэффициент, учитывающий твердость материала заготовки (130НВ)


- Стандартизация и качество продукции
- Для измерения заданной поверхности детали выбрать средства измерения для единичного и среднесерийного производства. Учесть погрешность измерения, согласно квалитета и погрешность средства измерения. Обосновать свой выбор.
- Назначить стандартные допустимые отклонения на угловые размеры шаблона, если его погрешности не должны превышать 1/5 погрешностей проверяемых деталей, изготовляемых по степени точности. Исходные данные: Степень точности: 11 Размеры шаблона: А=30мм, В=90мм, 40 Эскиз шаблона представим на рисунке 5:
- Определить допуски и предельные отклонения составляющих звеньев размерной цепи. Выполнить расчет размерной цепи методом на «максимум – минимум».
- Для заданного сопряжения определить предельные размеры вала и отверстия; определить величину допусков каждой детали; найти величину предельных зазоров или натягов и допуск посадки; построить график полей допусков в определенном масштабе, нанести все размеры, отклонения, допуски.
- Аккредитация метрологических служб и контроль за их деятельностью
- Сертификация услуг. Схемы сертификации
- Опишите процессы превращения в чугуне с содержанием углерода 6,0 % при нагреве до температуры 1400°С. Постройте кривую нагрева и назовите структуры при 300, 1100 и 1200°С.
- Определение посадки по известным зазорам и натягам Исходные данные: Диаметр соединения Ø42мм Smax=270мкм, Smin=75мкм Smax=23мкм, Nmax=18мкм Nmax=42мкм, Nmin=3мкм
- Расчет предельных зазоров и натягов по известным посадкам Исходные данные: Диаметр соединения Ø300 Посадки: H10/c11 H6/js5 H7/r6 1. Ø300 H10/c11
- Резьбовое соединение имеет размер 4Н5H M100 4h . Требуется: Определить по ГОСТу шаг резьбы, номинальные диаметры болтов и гайки. Дать полный расчет предельных диаметров болта и гайки. Номинальный диаметр резьбы d D 100 мм
- Качество сборки автомобиля обеспечивается соединением деталей с требуемой посадкой H7 h6
- В опорах сплошного вала редуктора установлены радиальные однорядные шарикоподшипники условного обозначения 313, класса точности 0. Радиальная нагрузка на подшипник Fr = 12 кН, с умеренными толчками и вибрацией.
- Данное соединение имеет размер: F8 92 мм h7 Определить: а) принятую систему данного соединения, посадку; б) посадку, основные отклонения и квалитеты отверстия и вала;